
Cómo Lograr Un Acabado Espejo En Acero Inoxidable
La Guía Norton para lograr un perfecto Acabado Espejo en Acero Inoxidable con una Amoladora Angular.
En el acero inoxidable, el acabado espejo es un acabado comercial que se caracteriza por una superficie muy pulida y brillante. Se suele encontrar en piezas estéticas, como la arquitectura pública, cintas y muebles. Un acabado espejo no sólo es visualmente atractivo, sino que la eliminación gradual de los arañazos en la superficie mediante procesos de pulido mecánico reduce las hendiduras o ranuras en el material que albergan contaminantes, como la suciedad o las bacterias. Busque objetos a su alrededor - notará que objetos como los grifos del baño, quizás una mesa de café moderna o incluso las ollas de la cocina, probablemente tengan un acabado espejo.

¿Cuáles son los principales beneficios del efecto espejo?
No sólo es estéticamente agradable a la vista, sino que es mucho menos susceptible a la contaminación que las superficies con acabados rugosos. Esta superficie lisa se consigue trabajando con diferentes granos en aplicaciones mecánicas para eliminar gradualmente los arañazos e imperfecciones del metal. En términos más técnicos, un acero con acabado espejo tendrá un índice Ra de menos de 0,2 - Ra. Es decir, el promedio de rugosidad, que mide los picos y las depresiones microscópicas en la superficie del metal, cuanto más bajo sea el número, menos o más pequeños son los picos y las depresiones, lo que significa que su superficie metálica es más lisa y brillante.
¿Cuáles son las desventajas?
Es importante recordar que este no es un acabado deseable para todo - es de alto brillo, lo que significa que requiere un mantenimiento constante para mantener el efecto espejo. Si algo como una barandilla pública se le diera un acabado espejo, se cubriría con antiestéticas marcas de dedos en cuestión de minutos. En zonas de mucho tráfico o en piezas donde prevalece la función sobre el diseño, es más probable que el beneficio sea mayor si se aplica un acabado de menor calidad.
Guía Paso a Paso
Para aplicaciones en acero inoxidable, elegir una soldadura TIG sobre una MIG es indudablemente mejor. Las soldaduras MIG son excelentes para aplicaciones agresivas y de alta resistencia, mientras que las soldaduras TIG son la mejor opción para piezas de metal más finas. Las soldaduras TIG también tienen menos probabilidades de dejar contaminantes e imperfecciones (como salpicaduras) en el metal, lo que significa que se necesita menos trabajo de repaso después del proceso de soldadura para llegar al acabado final deseado.

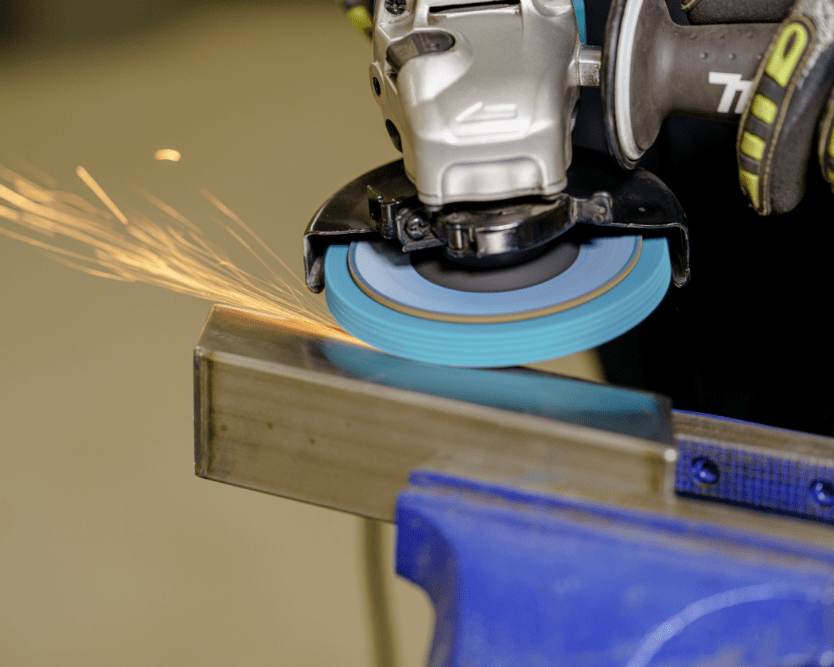
Paso 1: Eliminación
Use Discos de Láminas Norton Quantum en grano 80 para eliminar soldaduras TIG de la pieza de trabajo. Los discos Norton Quantum tienen una capa “supersize” para permitir un desbaste frío en el acero inoxidable, reduciendo el riesgo de azulado y quemaduras.
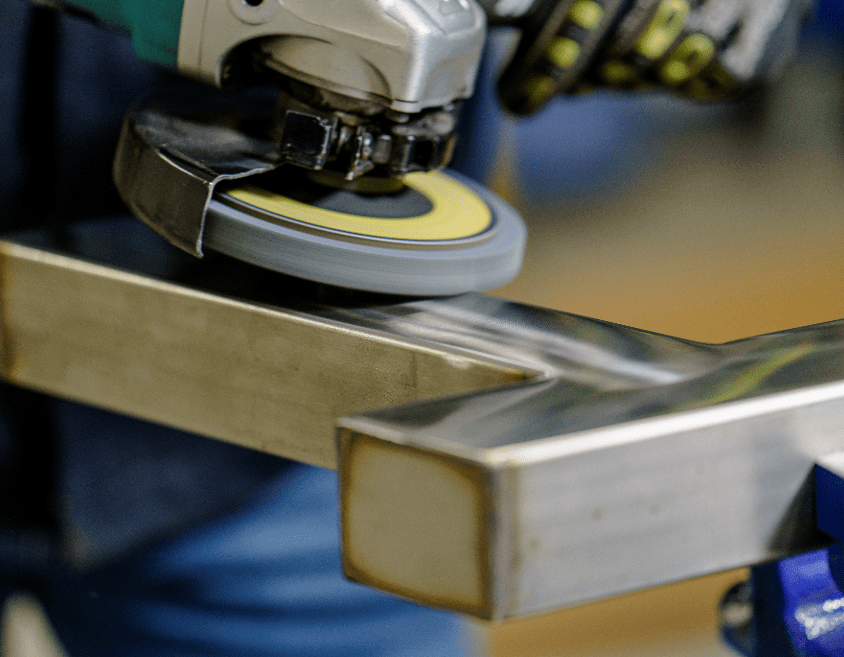
Paso 2: Matizado
Use Discos Norton Vortex Rapid Blend para difuminar los arañazos del paso previo de eliminación de material. Los discos Vortex Rapid Blend están hechos de fibras de nylon y preparan la pieza para el acabado brillante. Reduzca la velocidad de 5 - 6.000 RPM y utilice movimientos lentos y uniformes en un ángulo de 10 - 15 grados para conseguir un acabado satinado mate uniforme.
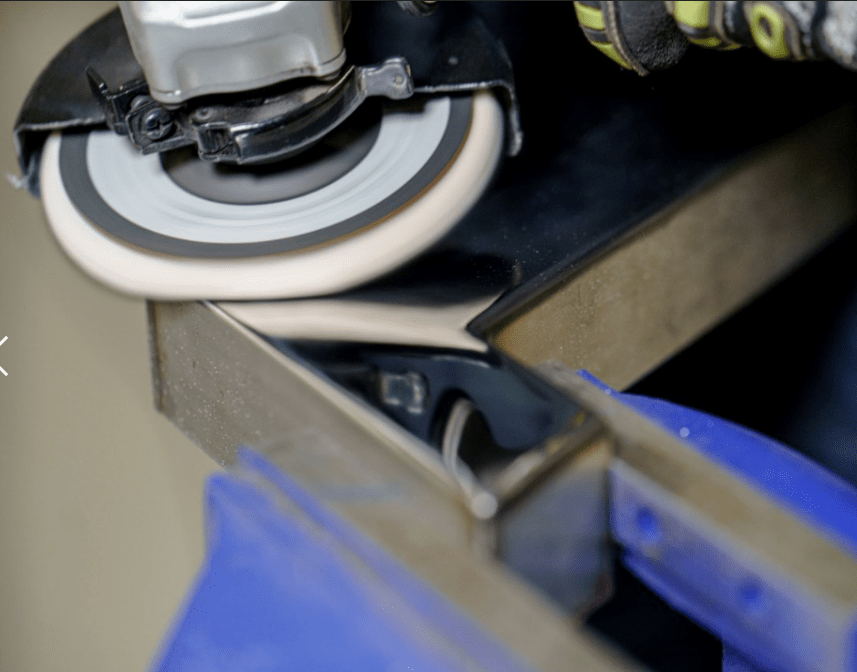
Paso 3: Retoques
Use Discos Norton Rapid Blend NEX - 2SF para definir el acabado satinado, manteniendo la velocidad de lijado baja. El abrasivo de carburo de silicio de grado fino y las fibras de nylon en grado 2SF (suave y semi-conformable), o en grado 3SF (ligeramente más duro y más duradero) permiten conseguir un acabado más fino / brillante.
Al final de este proceso, debería tener un acabado satinado suave y brillante - tomarse el tiempo necesario en esta etapa para eliminar las imperfecciones hará que su paso de pulido final sea más rápido y efectivo.
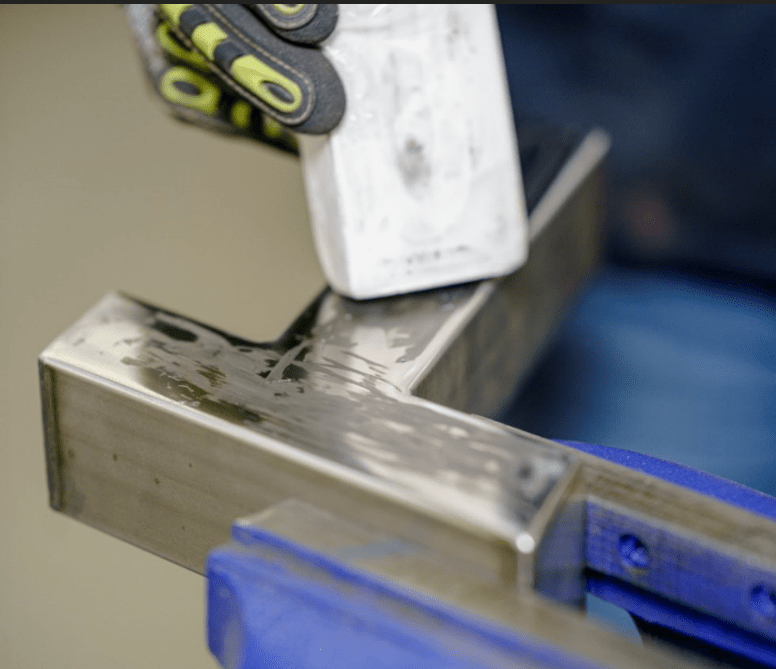
Paso 4: Pulido
Así que, ha retocado su pieza de trabajo y eliminado todos los arañazos e imperfecciones, ahora está listo para pulir la pieza. Reduzca la velocidad de la amoladora a 2-3000 RPM para usarla con un disco de lana de fieltro. Utilice una barra de pasta de pulido blanca, aplique un poco de compuesto a su disco de fieltro pasando la barra al disco mientras la máquina esté funcionando. Si la pieza aún está caliente por los procesos anteriores, puede incluso aplicar un poco de compuesto directamente a la superficie, ¡cuanto más mejor!
Ahora, aplicando la mínima presión y utilizando el peso de la máquina para guiarle, pase lentamente la amoladora con movimientos regulares de arriba a abajo por la superficie.
Este proceso lleva tiempo, y tendrá que detenerse a intervalos regulares para volver a aplicar la pasta de pulido y comprobar el acabado de la superficie - algunas imperfecciones que ha pasado por alto en su paso de retoques podrían ahora hacerse evidentes, y podría ser necesario volver al paso 3 para volver a trabajar su pieza de trabajo si se requiere un nivel de calidad extremadamente alto.
Descubra Más Sobre Los Productos Que Usamos
Discos Láminas Quantum | Vortex Rapid Blend |

| 
|
Rapid Blend NEX | Rapid Polish |

| 
|
Próximo Lanzamiento
¿Aún quieres saber más? Si desea ampliar esta información permanezca atento a nuestro próximo lanzamiento, el Catálogo de Soluciones Abrasivas Para Trabajos en Soldaduras.
Y si quiere un adelanto visualice nuestro vídeo sobre la Fabricación de la Barbacoa.
Relacionados / Últimas Historias

Estrenamos Vídeos de Corte y Desbaste
Norton despliega su alfombra roja y nos invita a asistir a la premier de sus mejores películas. Hemo...

Todo Lo Que Necesita Saber Sobre El Trabajo En Acero Inoxidable
Todo Lo Que Necesita Saber Sobre El Trabajo En Acero Inoxidable

Fabricando una Barbacoa NORTON
Luce el sol, los días se alargan y las noches son cálidas, así que si estás buscando un reto para el...

La Amoladora Angular es la herramienta fundamental en todo taller.
Si es un profesional del trabajo en metal, del bricolaje o incluso del reciclaje, es probable que us...

La producción global de Acero Inoxidable y los Abrasivos
La producción mundial de acero inoxidable continúa creciendo, lo que repercute positivamente en la i...

Nueva guía técnica para potenciar tu amoladora angular
Descubre cómo conseguir los mejores resultados y sacar el mayor rendimiento a tu amoladora con la nu...

Consigue un acabado más brillante en acero inoxidable con Norton
Los discos Norton Rapid Finish NEX 2-SF, Rapid Polish y la pasta en barra de pulido Norton te ayudan...

Cómo eliminar el óxido sin dañar el metal
Elimina el óxido sin dañar el metal con los discos Norton Blaze rapid Strip. Podrás hacerlo de maner...