

Advanced abrasive solutions can outperform traditional machining processes for operational savings.
Alan Davidson, European Application Engineer – Aerospace, Saint-Gobain Abrasives and David Graham, Senior Applications Engineer – Saint-Gobain Abrasives North America
The aerospace industry cannot accommodate compromise. Superior materials that offer high strength and can withstand elevated temperatures are required to engineer components to survive the hostile environment of an aircraft engine. These properties defy machining with conventional tools and processes and therefore necessitate specialised solutions.
There is no room for error and it’s vital to find the right methods to produce strong, lightweight and durable parts that can be easily repeated with no variability. However, cost must also be borne in mind and any opportunity for savings is greatly sought after due to financial pressures throughout the industry.
In this article, we compare the production of parts by grinding and machining to understand how grinding can outperform traditional machining methods. Advanced abrasive solutions can deliver parts that meet the high standards of the industry within extremely high tolerances and at lower costs, thanks to reduced downtime and changeover time.
Metal removal
Whether the parts are cast, forged or made from sintered powdered metal, most have 50 per cent or more of their original volume removed by turning, milling and broaching in order to keep the weight of the components down. Due to the properties of these materials and the high value of the parts, these operations usually run at conservative feeds and speeds to ensure the tools don’t fail or damage the part.
Traditionally when machining these parts, whatever the parameters used, part tolerances and surface quality degrade as the tool wears, which can reduce the component’s life in the engine. However, while in the past grinding has not been the first choice for this metal removal stage, advances in technology mean that it can now outperform machining in terms of speed, accuracy and lifecycle. Grinding can help to achieve a longer life for aerospace parts as a grinding wheel is easily dressed, keeping the cutting edges of the abrasive sharp and the wheel shape constant. This in turn results in consistent finishes and close tolerances over time and reduced downtime thanks to longer lifecycles.
Aerospace slotting
One of our customers in the US was looking at potential solutions for cutting slots into an IN718 disc. It came down to a comparison between the milling process and grinding the disc. Up for the challenge, the engineers at the Norton | Saint-Gobain Higgins Grinding Technology Centre (USA) conducted an evaluation with two abrasives: one with Norton Targa ceramic alumina TG2 grain, used to grind the slots, and the other Norton Quantum ceramic alumina 5NQX grain.
Two plates of IN718 were stacked and four 12.7mm wide slots were ground 12.7mm deep for each abrasive test, without dressing the wheel. A depth of cut of 2.54mm was randomly selected and the feed was increased in increments of 508mm/min until the wheel had worn to an unacceptable level.
A feed rate of 30mm per second was reached with the 5NQX wheel, while the TG2 wheel reached a feed rate of 76mm per second. As you can recognise, grinding afforded a longer life even before redressing is taken into account, which can further prolong the active life of a part and can lead to cost savings as less abrasive is needed.
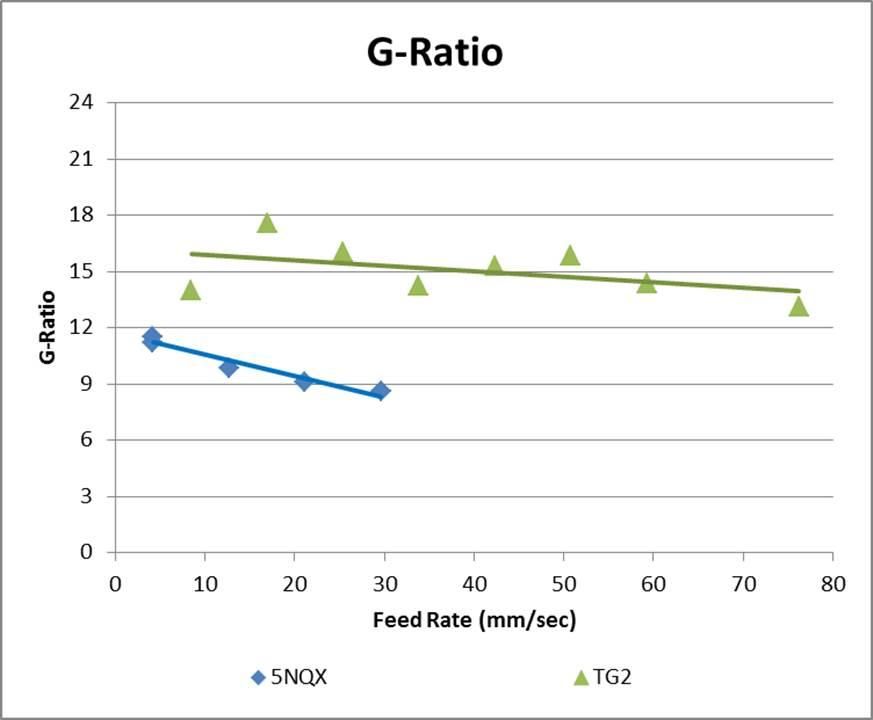
| Graph 1 shows the G-ratio (volume of material removed ÷ volume of wheel loss) |
| Graph 2 shows the energy required to remove one mm³ per second | 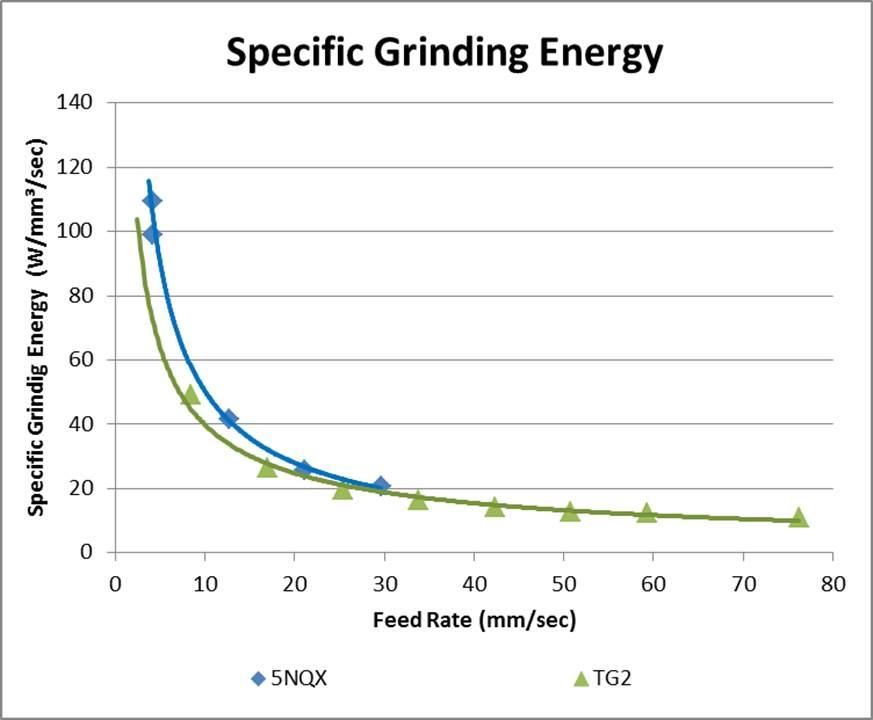
|
Illustrative comparison with milling: graph and table. The results show a superior performance of grinding versus all milling tools.
Based on recommendations from a number of carbide end mill manufacturers, we compared a grinding process with the performance of 12.7mm end mills with their diameter fully engaged and at a depth of cut of 12.7mm. The grinding process using Norton TG280 wheels performed exceptionally well and the assets below demonstrate the results manufacturers can achieve when switching from milling to grinding.
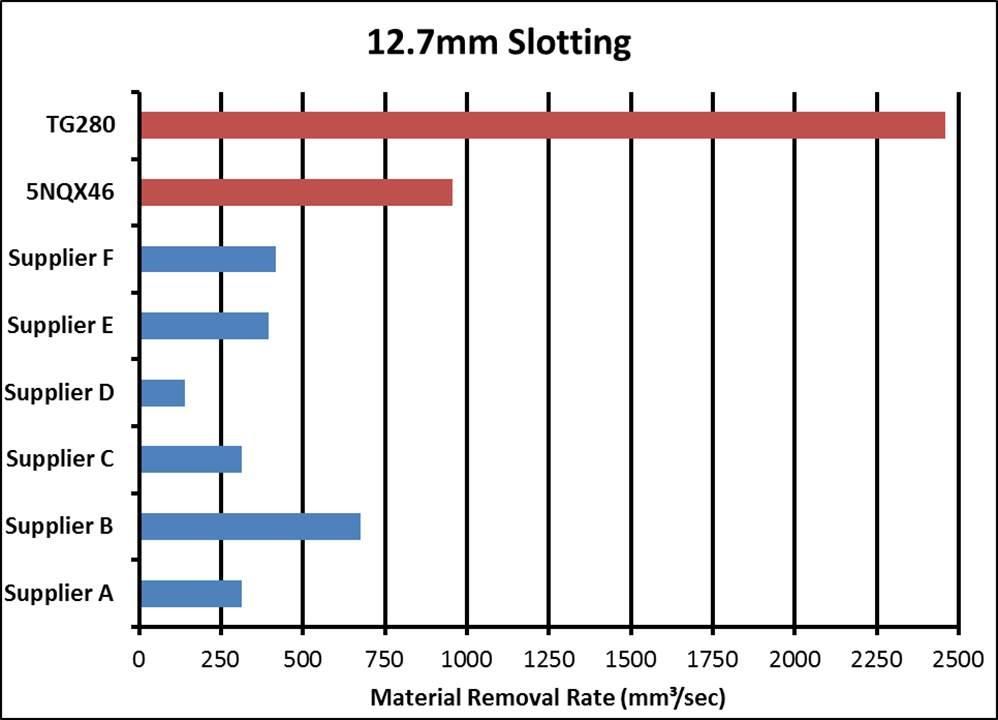
| Graph 3: Removal rates comparison of the TG280 and 5NQX46 wheels with rates stated by different end mill manufacturers. |
| Grinding vs. Machining – Assumed Milling Parameters | 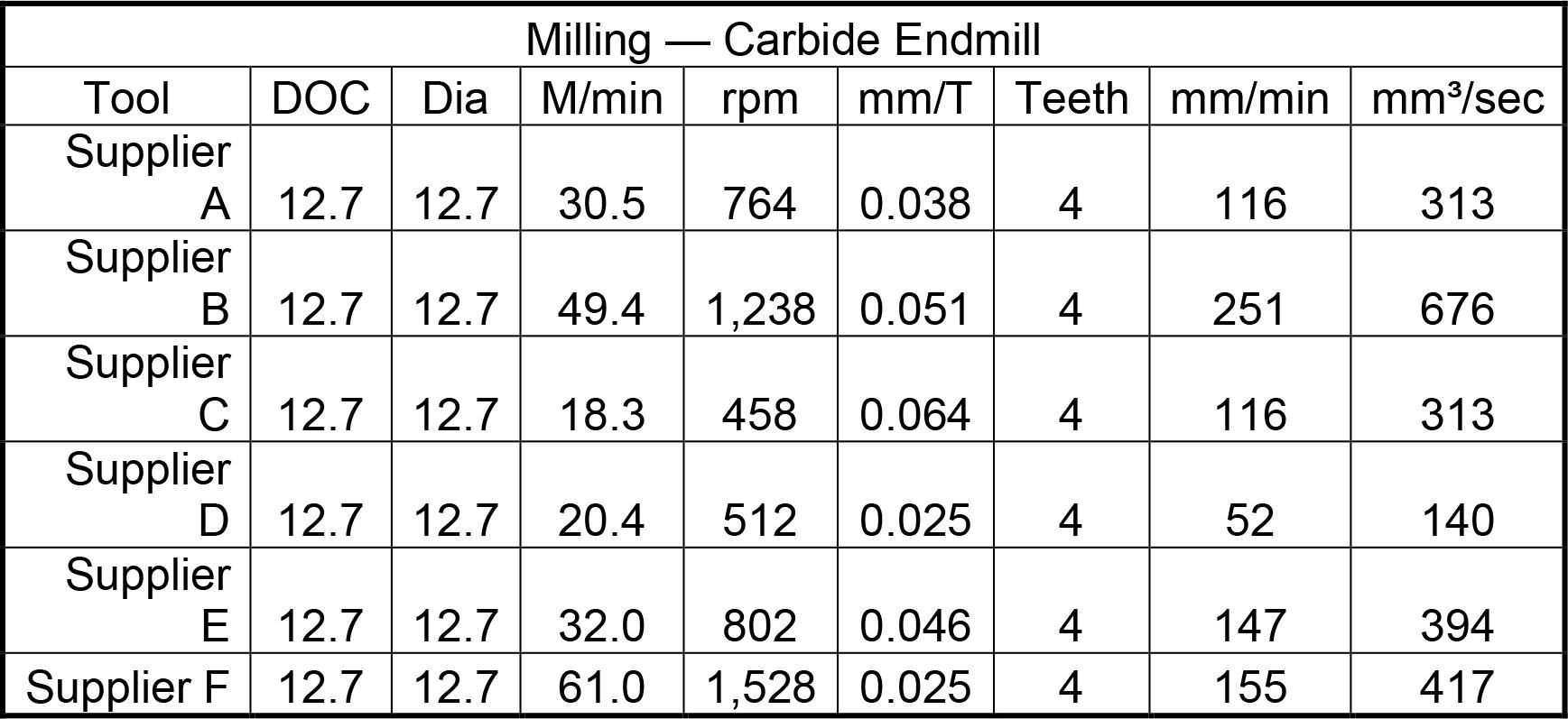
|
Aerospace turning
When considering replacing a traditional process with grinding, it is important to understand that the feasibility depends more on how the part and wheel contact each other than on geometry. Another case study which compares the two methods looked at replacing the turning operation of wheel technology with grinding.
Newer nickel alloys used in aerospace can be even more difficult to machine than legacy materials such as IN718. One of our customers was having difficulty with turning one of these new nickel alloys as inclusions in the material were causing unpredictable tool failure and the life cycle was very short due to the high strength of the alloy.
Using Norton Vitrium3 bond along with the extruded TG2 grain, Norton engineers were again able to grind the part at a feed of 0.635mm per part revolution and a work speed of 4064mm/min, reaching a removal rate of 43mm³/s/mm. Under these conditions, 2185mm3/s of metal was removed using a 50mm wide wheel. With the tool change capabilities in today’s machines, separate wheels can be used to reach and finish complex part geometries in the same way as a traditional CNC lathe. If the surfaces require grinding after turning, then the turning operation can be eliminated as it can be conducted on the same machine with a different wheel, removing the need for set-up and tooling to save time and money.As the test results support, grinding proved to be the most effective, productive material removal process.
Cost savings on manufacturing processes can come from reduced capital expenditure, consumable tooling, logistics or cycle-time reduction. In addition, the reduced downtime for changeovers can bring even more savings. It’s now possible to find instances where an abrasive solution can outperform traditional machining processes, and using advanced abrasive products and documentation software, we can identify and deliver savings to your operation.
For more information on how we could help you to achieve similar results, or if you are interested in conducting a test to see if grinding might be the right solution for your production, please contact us or speak to your local sales representative.