
The composites industry is a global activity represented in a wide variety of markets such as Transportation, Construction, Infrastructure, Sports and Recreation. As composite manufacturing technology and the materials used advance, the applications and uses of composite material grows in tandem. |
| Until recently, who would have thought we would comfortably be flying in commercial jetliners made from more than 50% composites? Would we have ever thought we could be driving in cars constructed with a carbon fibre chassis or GRP panels? Could you have imagined that we would have seen double amputees running faster than their able-bodied counterparts due to being fitted with composite running blades? It is a fact that for an increasing number of applications, composites are preferred over conventional materials. This is due to their inherent properties: high strength, lightweight, durability, corrosion resistance and cost. Another huge advantage is their design flexibility. Composites can be shaped into almost any desired form and manufactured to extremely tight tolerances if required. |
What is a composite material? |
You might think that composites are a relatively new group of materials, but in fact the technology is very old.
|
A composite material is made up of two or more different materials that, when combined, provide greater benefits or properties than the materials alone. |
Most common materials |
The most common composite materials can be divided into three different groups: Polymer Matrix Composites (PMCs), Metal Matrix Composites (MMCs), and Ceramic Matrix Composites (CMCs).
|
How is GRP made? |
There are 3 main parts to GRP manufacture:
• THE PATTERN |
THE PATTERN |
When making any GRP component from scratch, the first step required is to produce a pattern. Also known as the plug or the master, it is an exact model of the finished product (the component). The pattern is used to form the tool (or mould), from which we can then start to produce the component. A well manufactured, high-quality pattern is essential to making quality moulds. An accurate pattern with an excellent finish will save hours of rework further in the process. Some patterns are milled from foam by CNC milling machines, and others can be hand made from many different materials. Pattern making is creating a version of the finished product in order to manufacture tooling a mould. The pattern needs to be cut, shaped, sanded and finished using a variety of abrasive products.
|
THE TOOL |
All glass fibre products have to be produced in a tool. Tools can be made from various materials, including hardboard, timber, aluminium, or a combination of these. They are good enough for 'one off' or bespoke work. However, when a production run of the same component is required, the mould is usually made of glass fibre with a hard gelcoat itself. Several types of gelcoat resins can be chosen for tooling, each having different properties. The selection criteria relate typically to the economies of scale – How much does the tool cost? How many components is it required to produce? Once the tool has been removed from the pattern, it must be sanded and polished to a high gloss finish before applying a release agent or wax. Sanding and finishing steps for each gelcoat resin type will differ due to their inherent properties and requirements. Correct steps for sanding and finishing the tool are essential. If there are any defects in the tool, they will be transferred onto each component that this tool produces, potentially causing a great deal of component rework. |
THE FINISHED PIECE |
| When we have a finished tool, we are ready to start making some components. There are three main types of composite moulding processes (known as laying). These are hand lamination, vacuum infusion and prepreg. |
| HAND LAMINATION Hand lamination is the most straight forward composite moulding process from which a wide range of part sizes can be created. The tooling is low cost and the processing is simple. | 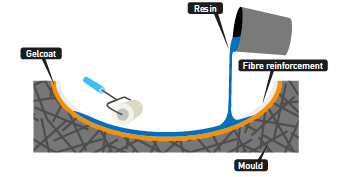
|
| VACUUM INFUSION Vacuum infusion is suitable for moulding very large structures and produces parts with uniform strength, whilst remaining lightweight. | 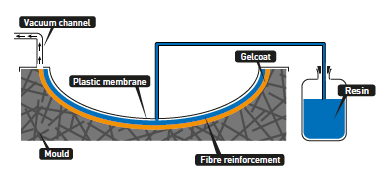
|
| PREPREG Prepreg is a ready-made material where the fibre reinforcement has been impregnated with a thermoset matrix at manufacture. | 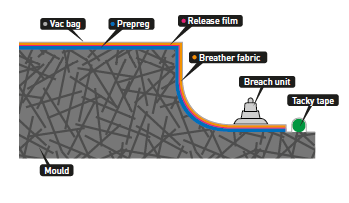
|
In this article, we will focus on the more common and simpler method of hand laying. |
|
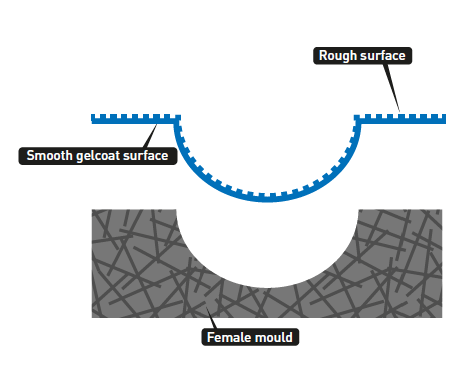
| The gelcoat is also pre-coloured; for instance, a red boat is usually red because the fabricator used a red-coloured gelcoat. |
Sanding & Finishing Gelcoat |
The key to a great finish is the sanding process. Selection of the correct starting grit size and the steps following this are crucial in removing only the required amount of material whilst providing the perfect finish. This article concentrates on the 3 main Geloat types – Polyester, Vinyl Ester and Epoxy resin. Each of these has unique properties, end uses, costs, and therefore different finish requirements.
|

|
Norton Sanding Products |
|
Farécla Compounds |
Farécla's best in class Profile compounds are second to none. Used in conjunction with the highest quality compounding pads, you will be sure to get the finish you desire quicker than ever and hologram free. Another great advantage is that due to the unique chemistry, only half the average amount of compound is needed compared to other suppliers, resulting in less putty consumption and a cleaner work area - less compound splatter! Here you can see a standard process for finishing one of the most common gelcoat resins - polyester. As long as the tool is in good condition and has no significant defects, a high-quality finish will be achieved. It is quick to obtain and gives excellent, repeatable results. |

|
| A good point to remember is – The better the pattern and tool, the less work required to finish the component. |
Dust |
One issue arising from sanding composite material is dust. It is common knowledge that exposure to dust in any situation can be harmful to health, and composite sanding is no exception. Norton recommends the use of a dust extraction system wherever possible. A good dust extraction system can reduce dust levels to safe levels when used properly. How can dust be extracted through a sanding disc? Well, that's why we offer 'perforated discs', or more simply - discs with holes. Combined with a high-quality dust extraction system and a mating backup pad, these holes efficiently suck up dust from the sanding area, leaving fewer particles floating in the air. There are many different hole configurations to choose from, and when deciding on one, "the more, the better" definitely applies. Norton recommends 15-hole discs as the best choice. There is a myth that discs with holes do not last as long or sand as fast. That makes sense as more holes mean less abrasive, after all. But that could not be further from the truth. When used in conjunction with a high-quality suction system, the holes suck the dirt off the sanding surface, allowing the abrasive to better contact the surface and achieve higher Material Removal Rates (MRR). Dust is also a disc killer. One of the main failure modes for a sanding product in GRP is what we term 'loading'. This is when dust particles from the sanded substrate stick to the abrasive surface and cover the abrasive layer. This prevents the sharp abrasive grains from being able to cut into the substrate and it stops doing its job. If we can remove the dust from the sanding surface, the life of the abrasive will also increase as there will be less dust adhering to the disc, allowing the product to be used for longer. Our A293 and A975 Pro Plus materials that we use to make our discs and sheets also have another trick up their sleeve. We treat our products with a special 'anti-clog' coating called Norton No-Fil® technology. This special formulation resists the dust from forming between the abrasive grains and prevents the disc from loading for longer. |
Our Composites Guide |
Norton recognises composites as a key future market. To synergise ourselves with this growing industry, we have produced our own guide to finishing composites.
|
Norton Abrasives 'best in class' sanding systems combine with world-leading Farécla finishing systems to offer product recommendations, and process guidance to match application needs to real solutions for all your composite sanding and finishing needs.
|