
How to Store and Dispose of Abrasives
It is important to understand how to store and dispose of abrasives, such as cutting discs and grinding wheels. If neglected, it can affect product longevity and performance and your safety if done incorrectly.
To reduce the risk of accidents further, the law requires that certain basic precautions are taken in the storage and use of abrasive wheels (see the Abrasive Wheel Regulations 1970).
Storage
To avoid damaging abrasive products, careful consideration needs to be given during storage as there is often no special area allocated for storing abrasives. All abrasives, coated and bonded, should be stored in the following conditions:
- Dry and frost-free
- Kept away from cold and damp
- Not be exposed to high-temperature variations or direct sunlight
- Within a temperature range of 18°C and 26°C
- The ideal relative humidity is 45% - excessively dry or humid storage may incur deformation
Grinding and Cutting Disc Storage Methods
Storage racks, bins, or drawers should be constructed to store each of the various types of discs in an orderly and safe manner. Make sure to use grinding wheels on a rotational basis to minimise the possibility of damage from lengthy storage.
Here are some suggestions:
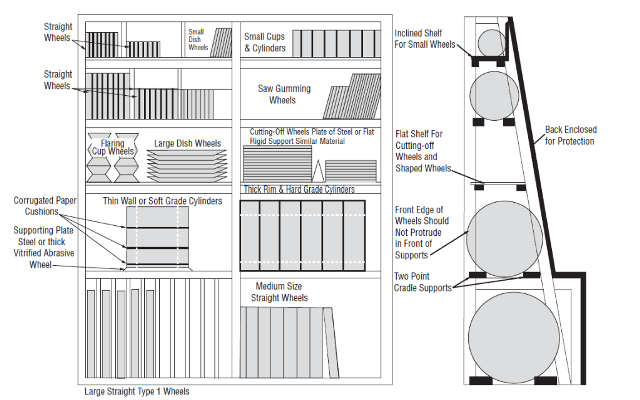
- Cutting discs must be placed on a flat, rigid surface without any interleaving. They can also be stored by placing them on a round bar through the bore so they are suspended off the floor
- Small wheels up to 80mm diameter, together with cones, plugs, mounted points and wheel may be stored in suitable bins, drawers or boxes
- Large diameter wheels are best supported in racks with cushioned two-point cradle support to prevent the wheels from rolling. Using partitions also helps to make viewing and selecting discs easier and more efficient
- For superabrasives, use the original packaging to protect the product during storage. Alternatively, use protective separators between cores, to prevent contact with an abrasive layer
- Vitrified grinding wheels should be stored flat
- Thick rim and hard grade cylinder and straight cup wheels may be stored on their periphery as for plain wheels
- Soft grade, straight cup wheels, and all type 11 taper cup wheels should be stored base-to-base and rim-to-rim, to prevent chipping of edges and cracking of walls
Checking for Defects
It’s important to inspect a vitrified grinding wheel before mounting it on a grinding machine by performing a ring test to ensure there are no cracks or defects.
- Wheels should be held through the bore at a 45-degree angle to the ground.
- Tap the wheel lightly with a non-metallic instrument, such as a handle of a screwdriver. It should produce a clear ‘ring’ tone.
- If the wheel is cracked, there will be a muffled, dense sound and not a clear ‘ring’. In this instance, the wheel should not be used.
Wheels must be dry and free from the packaging when doing the ring test.
The ring test is not practical for the following:
- Wheels under 80mm diameter
- Wheels with glass fibre reinforcement
- Wheels with threaded inserts
- Mounted points and wheels
- Segments
- Plate mounted wheels
Personal Protection
When grinding or cutting with abrasive wheels, it’s important to take the necessary precautions to avoid the following hazards:
- Bodily contact with the operating wheel
- Wheel breakage
- Grinding debris, dust, fumes and mists
- Vibration
- Noise
For your protection, make sure you wear the following:
| Item | Why |
|---|---|
| Safety goggles | Due to debris being ejected at high speed from machines and some operations can create sparks. |
| Safety gloves | Abrasives generate heat when grinding and workpieces can become hot. |
| Dust masks | These should be used in addition to providing suitable dust extraction. |
| Ear defenders | Some grinding operations can be noisy, click here to find out more. |
| Protective clothing | Some operations can create sparks. |
| Safety shoes | Some sparks can hit the floor and materials could be dropped, posing a risk to your feet. |
Disposing of Used Grinding Wheels
If stored and handled correctly, the abrasive should perform well until its expiry date.
For cutting and grinding discs, always monitor the expiry date (imprinted in the metal disc). They shouldn’t be used after this due to the organic bond deteriorating. Stock control should ensure the older wheels are used first.
Vitrified grinding wheels stored correctly can be used indefinitely but it is recommended that this should not exceed 10 years. If a segmented vitrified superabrasive has been used, the segmented adhesive in the wheel may degrade due to coolant being absorbed and this may also limit the shelf life.
If you’re looking to recycle products, companies like Valoref will recycle used abrasive wheels. Bonded vitrified wheels can also be used for sandblasting or as mortar in cement.

However, if you’re disposing of wheels in waste skips, make sure they are broken to prevent them from being removed by untrained people and re-used.
These points act as a reminder for those involved in the storage and handling of abrasives. It is no substitute for careful study of the full regulations and codes of practice by OSA and FEPA. For more information, please contact our Norton Experts by completing our web form.