

Bearings are an integral part of many applications, and they rely on precision abrasives to ensure they meet the very highest standards demanded by every industry in which they are used. Abrasives determine the final quality of each element and can have a significant impact on the efficiency of the grinding process – choose the wrong one and both time and money could be wasted producing bearings that won’t perform or last in the machines.
In this article, we look at how to choose the right abrasive for the machining of the rolling elements of a bearing to deliver optimal opportunities and long-lasting performance of the grinding tools.
1. Choice of material for rolling elements
Bearings are made up of the outer race (also called outer ring or cup), the inner race (also called inner ring or cone), and separator. There are also rolling elements (either balls or rollers). The materials used in the production of these elements can differ depending on the application, however there are certain common conditions that must be met. As contact surfaces of the raceways and rolling elements are exposed to heavy and repeated stress, they must maintain high precision and rotational accuracy. In order to achieve this, they must be made of a material that has high hardness and good dimensional stability and that is resistant to rolling fatigue, corrosion and wear [1].
The most common material that meets all of these requirements is 100Cr6, which can be used in versatile applications, for industries such as automotive, electrical devices like motors for washing machines, computers using smaller bearings and in windmills using large bearings up to 3.5 meters. The chemical composition of this steel has high carbon and about 1.5% chromium content and it benefits from consistently high hardness distributed over its circumference and cross-section. It can also be hardened to 64HRC, further enhancing its performance.
In aeroplane engines, bearings are subjected to very high temperatures and rotational speeds. These requirements led to the development of steel types such as M50NiL. Its surface is hardened up to 70 HRC and has high temperature strength of +350°C to +400°C, as well as very high residual compressive stresses to cope in these aggressive conditions.
The rolling elements of some bearings can be made of ceramics like silicon nitride Si3N4, however the bearing rings are normally steel-based. These types of bearings tend to be used in the food industry and as a part of spindles as ceramics can operate in extreme temperatures, with heavy loads and will not corrode when exposed to water, alkali or acids, which can happen during food preparation. In the case of spindles, a very high speed capacity and high wear resistance is needed and ceramics are ideal. Bearings made of these ceramics have a very high speed capacity, wear resistance and current insulation. These ceramics have high hardness, they’re non-magnetic and offer excellent corrosion and media resistance [2].
Given the materials used to produce bearings, the grinding wheels employed in ball grinding must be even harder and more wear resistant to achieve the necessary results.
2. Grinding tools for rolling elements of bearings
Due to the differences in the shape of the rolling elements, such as tapers, cylindrical and spherical, the manufacturing processes of these can vary.
2.1 Machining ball rolling elements
In the grinding process of balls, the balls are placed on a cast iron plate with grooves parallel to the grinding wheel. The process takes place over several stages which can be grouped into two overarching phases: rough grinding and finish or lapping operations.
2.1.1 Rough grinding
For the rough grinding stage, the grinding wheels tend to be made with silicon carbide grains and vitrified bonds. These grains are friable and hard which leads to an excellent cutting action and therefore higher material removal rates can be achieved. The vitrified bond also delivers high performance and an extended wheel life in these operations.
In each application, the grit size, the hardness grade and the structure of the grinding wheels are dependent on the ball size. For example, for small balls (4-9 mm) grit sizes between 200 and 280 (FEPA-F) are recommended, while grit sizes between 120 and 150 (FEBA-F) are better for big balls (60-80 mm). The below figure (1) demonstrates the Norton recommended specifications for different ball sizes.
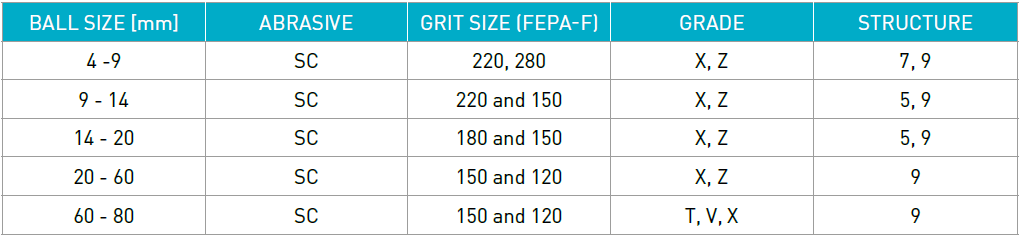
| Figure (1): Available specifications for different ball sizes |
2.1.2 Finishing
Finishing is a similar process to rough grinding, just using a finer grit on an organic bonded wheel. A fine surface finish is achieved during this stage, with increasingly finer grit sizes ranging from 400 to 2000. A conventional fused aluminium oxide abrasive with an organic bond is a useful abrasive for finishing as it is very friable with excellent bond consistency, offering an extended wheel life.
2.2) Machining tapered, cylindrical and spherical rollers
Machining of tapered, cylindrical and spherical rollers is divided into the grinding of the outer diameter of the elements and the grinding of the head (face) of these rolling elements.
2.2.1 Machining the peripheral (outer diameter)
The outer diameter of tapered and cylindrical rollers is ground in centerless throughfeed operations in which there is no spindle or fixture to secure the workpiece. Organic bond wheels using ceramic aluminium oxide grains, such as Norton Quantum, are well-suited to this stage. Ceramic aluminium oxide grains were developed in the 1980s to make the cutting interaction at the grain/workpiece interface more efficient,* and Norton Quantum is the latest development of this technology, manufactured without any rare-earth additive and enabling an easier micro-fracturing of the grains to reduce the threshold power.
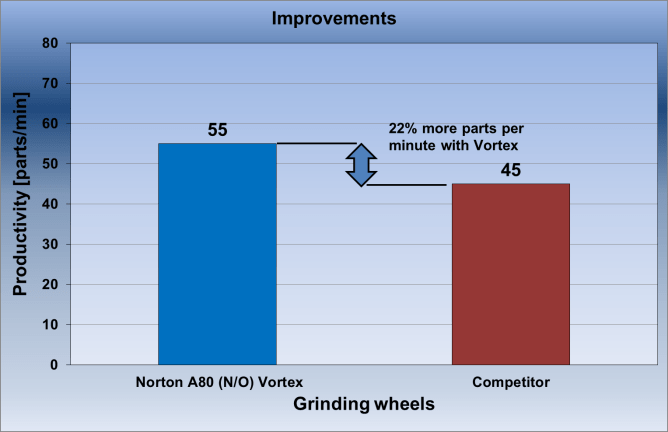
Another method uses centerless grinding wheels with Norton Vortex technology, patented in 2004. Vortex technology controls the wheel structure to create a highly porous grinding tool with unsurpassed abrasive grain spacing. This delivers a full array of production advantages including high metal removal rates, improved form holding, long wheel life and a greatly reduced risk of metallurgical damage. This technology achieves optimum grain spacing without the need for an artificial pore inducer.
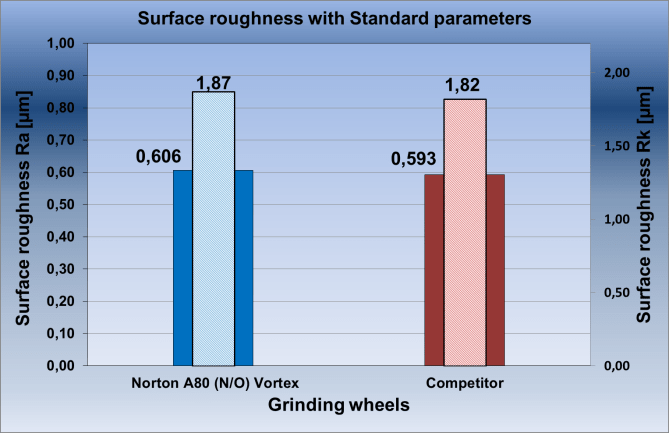
Using Vortex technology in centerless rough grinding of tapered rollers operations can increase productivity by 22% without any lost in the surface quality, as seen in the graph below figure 2.
| 
|
Figure (2): Productivity and surface for Vortex technology in comparison to competitors.
When working on spherical rollers, the diameter is ground using an outside diameter grinding operation. For this application, Norton Quantum grains with a new developed bond system called VS3 are particularly effective. Firstly, it offers a cooler cut, reducing the possibility of burn and improving the cutting efficiency and cut rate. It also operates at higher speeds, increasing the throughput and the productivity. It’s possible to leverage existing equipment and optimise the machine frequency to eliminate bottlenecks. It is also more cost-effective as the radius accuracy is higher, reducing the frequency at which the dressing needs to be changed and extending the wheel life. As a result customers will increase productivity and reduce the cost per part.
2.2.2 Machining the head
For cylindrical and spherical rollers, head machining is carried out in double disc face grinding operations. The face needs to be ground to achieve high parallelism and the right surface finish. Using double disc grinding wheels made with Norton Quantum grains and an organic bond B98 achieves excellent results. The high performance ceramic grains ensures a free cutting action from the wheel, while the newly developed bond allows the wheels to increase the G-ratio, meaning that there is a higher removal rate compared with low wear.
The face finishing of tapered rollers is completed with a cup wheel on certain machines, featuring two zones: a rough and a fine zone. Wheels made of conventional aluminium oxide grain with an organic bond achieve a good cutting rate in this stage. Grit sizes can be for the rough zone 180 (FEBA-F) and for the finish 500 (FEBA-F).
2.2.3 Superfinishing of the peripheral (outer diameter)
At the end of the process, superfinishing must take place. For cylindrical and tapered rollers the most common operation for superfinishing is centerless throughfeed. The rollers are fed by two cylinders and a number of stones (or stations), varying from four to 12. The stones are pushed on to the rollers flowing under them to achieve material removal and final surface requirements. Spherical rollers are finished by a plunge with an oscillating operation.
Stones that achieve a high material removal rate are chosen for the first station. Coarse white alumina is a good choice for the first station, while green silicon carbide is more suitable for the later stations. All these stones are made of vitrified bond. The last station is a polishing station to achieve a polished and high shine surface. In this station a fine grit size stone with an organic bond is the most appropriate for the necessary results.
For the superfinishing of spherical rollers the stones oscillate while the roller is rotating. Stones made of white alumina are recommended these operations. For the rough stage, grit sizes from 400 to 800 are recommended depending on the diameter of the rollers, i.e. the coarser the grit size for larger rollers: grit size 400 for finishing of 100 mm diameter rollers. For the finishing stage, spherical rollers with grit sizes of 1000 are used.
3. An EVOlution in microabrasives
Innovation is at the heart of Saint-Gobain Abrasives’ activity. In 2016, the company introduced an EVOlution of microabrasive stones for lapping operations in the bearing market. This high precision, superfinishing process improves the final shape and surface finish of the part by removing defects generated during grinding.
The new EVO range of stones is made from an innovative engineered process to ensure homogeneous bond/grain distribution throughout every millimetre of the product. The uniform micro-structure reduces the level of irregular macro-porosity between the abrasive and bond, offering an improved equal dispersion of micro-porosity levels inside the stones. Better bond/grain adhesion leads to a longer tool life and optimised self-sharpening behaviour and shape keeping. EVO delivers outstanding part quality and reliability versus conventional stones and overall lower process costs, making it an extremely cost-effective solution.
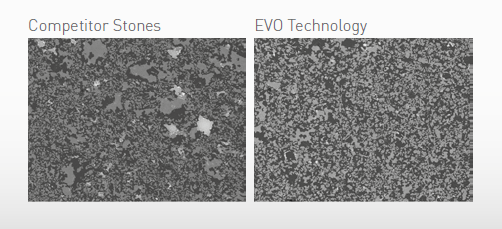
| Figure 3: common technology vs the new EVO technology |
As can be seen, it’s vital that the right abrasive for each stage is chosen to deliver the best results in terms of performance and to ensure cost-effective operation with long-lasting wear. For more information on the right abrasives for bearings, download our bearings flyer.

| Application Engineer for Bearings & Gears Saint Gobain Abrasives |
*[SGP] Seed Gel SG patent abrasive material and method for preparing the same, patent US4623364Oct 19, 1984, Norton Company
Literature
[1] http://www.phase-trans.msm.cam.ac.uk/2011/Bearings/index.html
[2] http://cdn.intechopen.com/pdfs/18283/InTech-The_rationale_for_silicon_n…