
De nouvelles solutions pour la rectification des roulements

Les roulements jouent un rôle essentiel dans de nombreuses applications. Dans ce domaine, les abrasifs de précision permettent de répondre aux normes les plus strictes exigées par les industries dans lesquelles ces roulements sont utilisés. Les abrasifs déterminent la qualité finale de chaque élément. Ils ont donc un impact majeur sur l’efficacité du processus de rectification. Le choix d’un abrasif inapproprié risque de se traduire par une perte de temps et d’argent dans la production de roulements qui n'offriront pas une performance optimale et, par conséquent, leur durée de vie sera insuffisante.
Dans cet article, nous vous expliquons comment choisir le bon abrasif pour la rectification des éléments roulants d’un roulement afin de fournir des meules de qualité avec des performances et des durées de vie optimales.
1. Le choix du matériau pour les éléments roulants
Les roulements sont constitués d’une piste extérieure (également appelée bague extérieure ou cuvette de roulement), d’une piste intérieure (également appelée bague intérieure ou cône de roulement) et d’une cage. Les roulements comportent également des corps roulants (billes ou rouleaux). Les matériaux utilisés dans la production de ces éléments diffèrent selon l’application, cependant tous doivent remplir certaines conditions. En raison de la contrainte élevée et répétée à laquelle les surfaces de contact des chemins de roulement et des corps roulants sont exposés, celles-ci doivent garder une précision et une précision rotationnelle élevées. Pour garantir ce niveau de performance, les éléments roulants doivent être fabriqués dans un matériau présentant une dureté élevée et une bonne stabilité dimensionnelle. Ce matériau devra par ailleurs être résistant à la fatigue, à la corrosion et à l’usure [1].
Le matériau le plus courant qui répond à l’ensemble de ces exigences est le 100Cr6 . Il peut être utilisé dans des applications polyvalentes, pour des industries telles que l’automobile, les appareils électriques comme les moteurs de machine à laver, les ordinateurs utilisant des roulements de plus petite dimension et dans les éoliennes, qui font appel à des roulements de grande dimension pouvant atteindre des diamètre jusqu'à 3,5 m. Du point de vue de sa composition chimique, cet acier présente une forte teneur en carbone avec environ 1,5 % de chrome. Il bénéficie d’une dureté élevée répartie sur toute la circonférence et la section transversale. Pour des performances accrues, cet acier peut également être traité pour augmenter sa dureté à 64HRC.
Dans les moteurs d’avion, les roulements sont soumis à des températures et à des vitesses rotationnelles très élevées. Ces exigences ont conduit au développement de types d’acier comme le M50NiL. Sa surface est durcie jusqu’à 70 HRC. Il présente une résistance élevée à une température comprise entre 350 et 400 °C ainsi que des contraintes de compression résiduelle très élevées pour supporter ces conditions sévères.
Les éléments roulants de certains roulements peuvent être en céramique comme le nitrure de silicium Si3N4. Cependant, les bagues de roulements sont le plus souvent en acier. Ces types de roulements sont généralement utilisés dans l’industrie agroalimentaire et constituent un élément des broches, car la céramique supporte des températures extrêmes associées à des charges lourdes. Elle ne se corrode pas sous l’action de l’eau, des alcalis ou des acides, réaction susceptible de se produire lors de la préparation des aliments. Dans le cas des broches, une rapidité de coupe très élevée et une haute résistance à l’usure sont exigées, la céramique constitue le matériau idéal. Les roulements fabriqués à partir de ces céramiques présentent une rapidité de coupe, une résistance à l’usure et une isolation très élevées. Ces céramiques se caractérisent par une dureté élevée. Elles sont non magnétiques et elles offrent une excellente résistance à la corrosion dans différents milieux [2].
Compte tenu des matériaux utilisés pour les roulements, les meules utilisées pour la rectification de billes doivent présenter une dureté et une résistance à l’usure encore plus élevées pour obtenir les résultats souhaités.
2. Outils de rectification pour éléments roulants de roulements
En raison des différences de forme des éléments roulants, conique, cylindrique et sphérique, les processus de fabrication peuvent varier.
2.1 Rectification des billes de roulement
Dans le processus de rectification des billes, ces dernières sont placées sur une plaque en fonte avec des rainures parallèles à la meule de rectification. Le processus comprend plusieurs étapes que l’on peut regrouper en deux phases principales : le meulage d’ébauche et les opérations de finition ou de rodage.
2.1.1 Rectification ébauche
Pour l’étape de rectification d'ébauche, les meules associent le plus souvent des grains en carbure de silicium avec les liants vitrifiés. Ces grains sont friables et durs. Grâce à une excellente action de coupe, ils permettent d’obtenir des taux d'enlèvement de matière plus élevés. Pour ces opérations, le liant vitrifié offre également des performances élevées et une durée de vie prolongée.
Pour chaque application, la grosseur des grains, le grade de dureté et la structure des meules dépendent de la taille des billes. Par exemple, pour des billes de petite dimension (4-9 mm), une granulométrie comprise entre 200 et 280 (FEPA-F) est recommandée, tandis que les granulométries comprises entre 120 et 150 (FEBA-F) sont plus adaptées à des billes de grande dimension (60-80 mm). Le tableau ci-dessous (1) indique les spécifications recommandées par Norton en fonction des dimensions de billes.
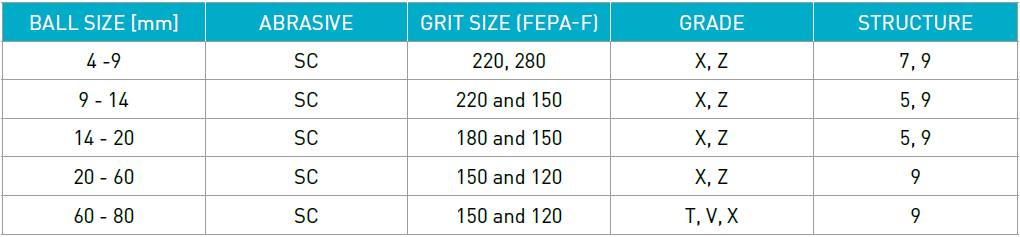
| Figure (1): Spécifications disponibles en fonction des dimensions de billes |
2.1.2 Finition
La finition est un processus similaire à l’ébauche. La différence tient simplement au fait que l’on utilise un grain plus fin sur une meule à agglomérant organique. Cette étape permet d'obtenir un meilleur fini, en utilisant des granulométries de plus en plus fines allant de 400 à 2 000. Un abrasif oxyde d'aluminium conventionnel, extrément friable, associé à un agglomérant organique est idéal pour les opérations de finition. Il offre une durée de vie prolongée.
2.2) Rectification des rouleaux coniques, cylindriques et sphériques
La rectification des rouleaux coniques, cylindriques et sphériques comprend d’une part la rectification de leur diamètre extérieur et d'autre part la rectification de la tête (face) de ces éléments roulants.
2.2.1 Rectification de la partie périphérique (diamètre extérieur)
La rectification du diamètre extérieur des rouleaux coniques et cylindriques s’effectue en centerless enfilade. Les meules à agglomérant organique à base de grain oxyde d’aluminium céramique, du type Norton Quantum sont parfaitement adaptées à cette étape du processus. Les grains céramiques ont été mis au point dans les années 1980 afin de faciliter l’action de coupe au niveau de l’interface grain/pièce. Norton Quantum représente la dernière évolution de cette technologie, qui permet la microfracturation des grains et réduit la puissance absorbée.
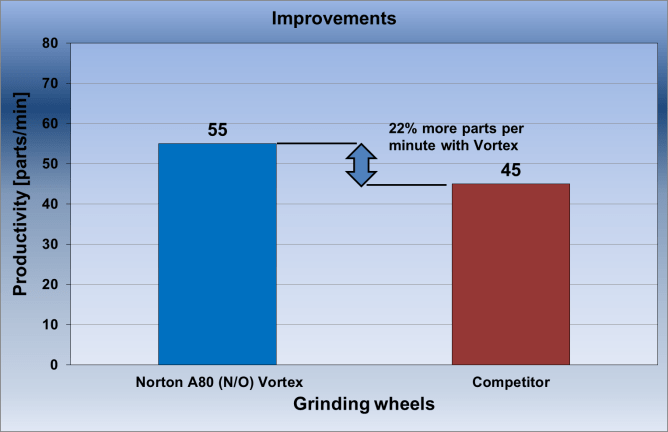
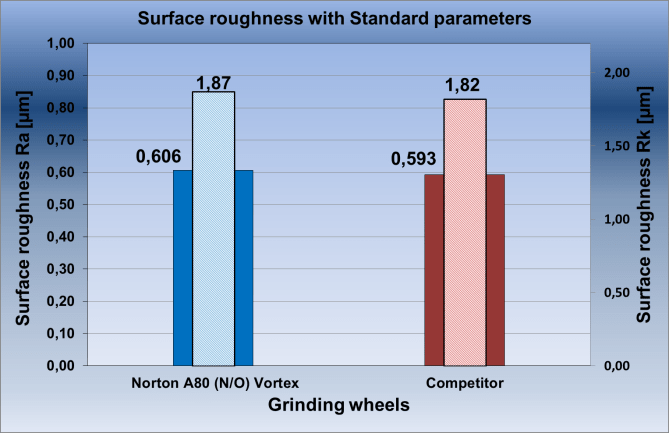
Une autre technologie fait appel aux meules de rectification sans centre associées au Norton Vortex, brevetée en 2004. La technologie Vortex permet de contrôler la structure de la meule pour créer un outil de rectification extrêmement poreux avec un espacement des grains inégalé. Ce produit offre des avantages multiples en production, notamment des taux d’enlèvement de matière élevés, une meilleure tenue de forme, une longue durée de vie et une diminution très importante des risques de dommage métallurgique . Cette technologie permet d'obtenir une porosité optimale sans utilisation d’inducteurs de pores artificiels. Pour les opérations de rectification d’ébauche centerless de rouleaux coniques, la technologie Vortex permet de réaliser des gains de productivité pouvant atteindre 22 %, sans aucune perte en termes de qualité de surface, comme le montre le graphique ci-dessous, figure 2.
| 
|
Figure (2): Productivité et qualité de surface pour la technologie Vortex, par rapport aux produits de la concurrence.
En ce qui concerne le travail sur rouleaux sphériques, la rectification du diamètre s’effectue à l’aide d’un outil de rectification de diamètres extérieurs. Pour cette application, les grains Norton Quantum associés à un nouvel agglomérant appelé VITRIUM VS3 sont particulièrement efficaces. Premièrement, cette technologie permet une coupe à basse température, réduisant ainsi le risque de brûlure, améliorant l’efficacité et la rapidité de coupe. Cet outil fonctionne également à des vitesses plus élevées, pour une augmentation de la production et de la productivité. Il est possible d’optimiser l’équipement existant ainsi que la fréquence de la machine pour éliminer les goulots d’étranglement. Cette technologie est également plus économique, car la précision de rayon est plus élevée, ce qui permet de réduire la fréquence de changement de dressage et d’augmenter la durée de vie de la meule. Pour les clients cela se traduit par une augmentation de la productivité et une réduction du coût par pièce.
2.2.2 Rectification de la tête
Pour les rouleaux cylindriques et sphériques, la rectification de la tête est assurée par une rectifieuse à double disque. La rectification de la face est nécessaire pour obtenir un parallélisme parfait et un fini optimal. Les meules de rectification à double disque à base de grains Norton Quantum associés à un agglomérant organique B98 permettent d’obtenir d’excellents résultats. Ces grains céramiques haute performance facilitent la coupe tandis que le nouveau liant permet à la meule d’augmenter le G-ratio,soit un taux d’enlèvement de matière plus élevé pour une usure meule plus faible.
L’étape finale de finition des faces de rouleaux coniques s’effectue à l’aide d’une meule boisseau adaptable sur certaines machines, comprenant deux zones, une pour l’ébauche et une autre pour la finition. À ce stade, les meules associant un grain oxyde d’aluminium conventionnel et un agglomérant organique permettent d’obtenir un très bon pouvoir de coupe. Pour la zone réservée à l’ébauche, la granulométrie est de 180 (FEPA-F) et pour la zone de finition de 500 (FEPA-F).
2.2.3 Superfinition de la partie périphérique (diamètre extérieur)
Le processus se termine par l’étape de superfinition. Pour les rouleaux cylindriques et coniques, la rectification sans centre en enfilade constitue l’opération la plus courante. Les rouleaux sont entrainés par deux cylindres et sont superfinis par quatre à douze bâtons (stations) . ces bâtons rodoirs entrent en contact avec les rouleaux en mouvement et permettent d'obtenir l'enlèvement matière et le fini souhaités. La finition des rouleaux sphériques s’effectue par plongée, à l’aide d’un outil oscillant.
Les bâtons rodoirs permettant d’obtenir un taux d’enlèvement de matière élevé sont réservés à la première station. Le choix d’un grain en alumine blanche est idéal pour la première station, tandis que le carbure de silicium vert convient mieux pour les stations suivantes. Ces bâtons sont tous en liant vitrifié. La dernière station est celle du polissage afin d’obtenir une surface polie et brillante. À cette station, une pierre à granulométrie fine avec agglomérant organique est l’outil qui convient le mieux pour obtenir les résultats souhaités.
Pour la superfinition des rouleaux sphériques, les pierres oscillent tandis que le rouleau effectue une rotation. Pour ces opérations, l’utilisation de pierres en alumine blanche est recommandée. Pour l’étape d’ébauche, des granulométries allant de 400 à 800 sont recommandées, en fonction du diamètre des rouleaux, c’est-à-dire que la granulométrie sera plus grosse pour les rouleaux de grande dimension : granulométrie 400 pour la finition des rouleaux de diamètre de 100 mm. Pour l’étape de finition des rouleaux sphériques, on utilise des granulométries de 1000.
3. Une EVOlution dans le domaine des micro-abrasifs
L’innovation est au cœur de l’Activité Abrasifs de Saint-Gobain. En 2016, l’entreprise a présenté l’ÉVOlution des pierres micro-abrasives pour les opérations de rodage sur le marché des roulements. Ce processus de superfinition de haute précision permet d’améliorer la forme finale et le fini de la pièce en éliminant les défauts apparus pendant la rectification.
Cette nouvelle gamme de pierres EVO est fabriquée à l’aide d’un procédé technique qui garantit une liaison/distribution granulométrique très homogène à chaque millimètre de produit. Cette microstructure uniforme réduit le niveau de macroporosité irrégulière entre l’abrasif et le liant, offrant une meilleure répartition des niveaux de microporosité à l’intérieur des pierres. La meilleure adhérence liant/grains se traduit par une longévité accrue de l’outil et par une optimisation de la capacité d’auto-affûtage et de la tenue de forme. EVO offre une qualité et une fiabilité de pièce exceptionnelles par rapport aux pierres conventionnelles et une diminution des coûts d’usinage, ce qui en fait une solution extrêmement économique.
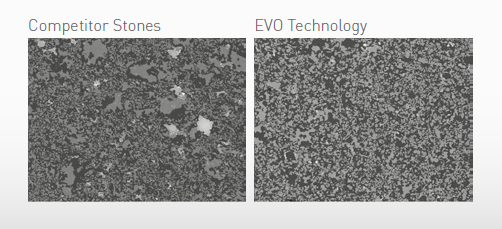
| Figure 3: technologie conventionnelle comparée à la nouvelle technologie EVO |
Comme on le voit sur les photos, il est essentiel de choisir le bon abrasif pour chaque étape afin d'obtenir les meilleurs résultats en termes de performance et garantir une utilisation économique et de longue durée. Pour plus d’informations sur le choix des abrasifs pour roulements, téléchargez la brochure roulements.

| Ingénieur d’application Roulements et engrenages Saint Gobain Abrasifs |
*[SGP] matériau abrasif Seed Gel SG et méthode de préparation de celui-ci, brevet US4623364 19 octobre 1984, Norton Company
Articles
[1] http://www.phase-trans.msm.cam.ac.uk/2011/Bearings/index.html
[2] http://cdn.intechopen.com/pdfs/18283/InTech-The_rationale_for_silicon_n…