
Broušení versus obrábění v leteckém průmyslu

Pokročilá abrazivní řešení mohou překonat tradiční obráběcí procesy a přinést provozní úspory.
Alan Davidson, evropský aplikační inženýr - letectví a kosmonautika, Saint-Gobain Abrasives a David Graham, senior aplikační inženýr - Saint-Gobain Abrasives North America.
V leteckém a kosmickém průmyslu nelze připustit kompromisy. Pro konstrukci součástí, které přežijí nehostinné prostředí leteckého motoru, jsou zapotřebí špičkové materiály, které nabízejí vysokou pevnost a odolávají zvýšeným teplotám. Tyto vlastnosti se vzpírají obrábění běžnými nástroji a postupy, a proto vyžadují specializovaná řešení.
Není zde prostor pro chyby a je nezbytné najít správné metody pro výrobu pevných, lehkých a odolných dílů, které lze snadno opakovat bez variability. Je však třeba mít na paměti také náklady a vzhledem k finančním tlakům v celém odvětví je velmi žádaná jakákoli příležitost k úsporám.
V tomto článku porovnáme výrobu dílů broušením a obráběním, abychom pochopili, v čem může broušení předčit tradiční metody obrábění. Pokročilá brusná řešení mohou zajistit výrobu dílů, které splňují vysoké standardy průmyslu v extrémně vysokých tolerancích a s nižšími náklady díky zkrácení prostojů a doby výměny.
Odstranění kovů
Ať už jsou díly odlité, kované nebo vyrobené ze slinutého práškového kovu, většinou se z nich soustružením, frézováním a protahováním odstraní 50 a více procent původního objemu, aby se snížila hmotnost součástí. Vzhledem k vlastnostem těchto materiálů a vysoké hodnotě dílů probíhají tyto operace obvykle při konzervativních posuvech a rychlostech, aby se zajistilo, že nástroje neselžou nebo nepoškodí díl.
Při tradičním obrábění těchto dílů se bez ohledu na použité parametry s opotřebením nástroje zhoršují tolerance dílů a kvalita povrchu, což může snížit životnost součásti v motoru. Zatímco však v minulosti nebylo broušení první volbou pro tuto fázi úběru kovu, díky technologickému pokroku může nyní předčit obrábění z hlediska rychlosti, přesnosti a životnosti. Broušení může pomoci dosáhnout delší životnosti leteckých dílů, protože brusný kotouč se snadno obtahuje, udržuje ostrost řezných hran brusiva a stálý tvar kotouče. To následně vede ke konzistentním povrchovým úpravám a těsným tolerancím v průběhu času a ke snížení prostojů díky delšímu životnímu cyklu.
Drážkování v letectví a kosmonautice
Jeden z našich zákazníků v USA hledal možná řešení pro vyřezávání drážek do disku IN718. Došlo na srovnání frézování a broušení kotouče. Inženýři z technologického centra broušení Norton | Saint-Gobain Higgins (USA) provedli vyhodnocení se dvěma brusnými materiály: jedním s keramickým zrnem oxidu hlinitého Norton Targa TG2, které se používá k broušení drážek, a druhým s keramickým zrnem oxidu hlinitého Norton Quantum 5NQX.
Dvě desky IN718 byly naskládány na sebe a pro každou zkoušku brusiva byly vybroušeny čtyři drážky o šířce 12,7 mm a hloubce 12,7 mm, aniž by se kotouč obrušoval. Náhodně byla zvolena hloubka řezu 2,54 mm a posuv byl zvyšován po 508 mm/min, dokud se kotouč neopotřeboval na nepřijatelnou úroveň.
S kotoučem 5NQX bylo dosaženo rychlosti posuvu 30 mm za sekundu, zatímco kotouč TG2 dosáhl rychlosti posuvu 76 mm za sekundu. Jak je patrné, broušení poskytlo delší životnost i před započtením přebrušování, což může dále prodloužit aktivní životnost dílu a vést k úspoře nákladů, protože je potřeba méně brusiva.
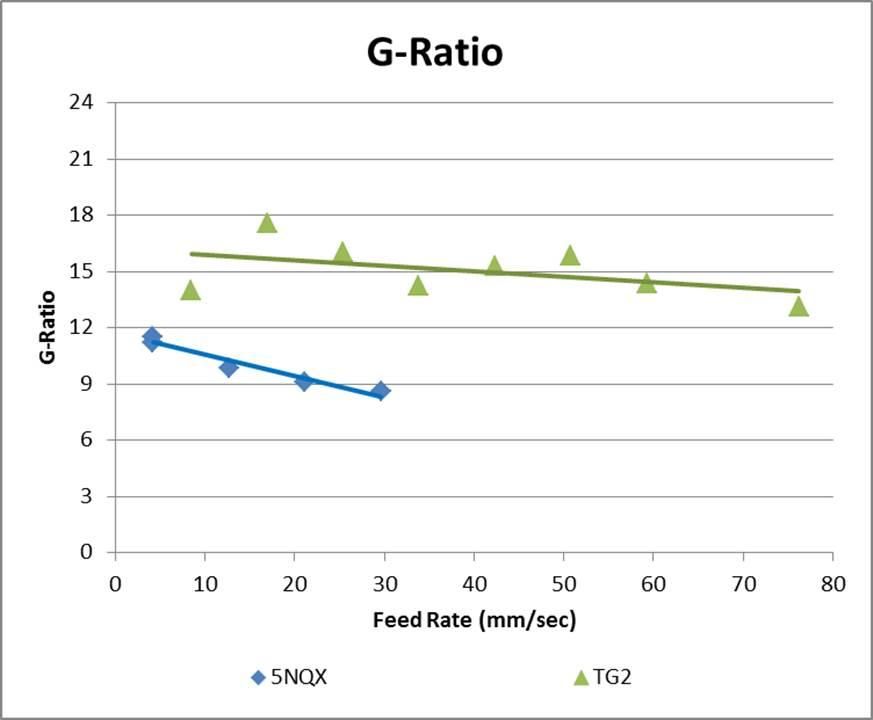
| Graf 1 ukazuje poměr G (objem odebraného materiálu ÷ objem ztráty kola). |
| Graf 2 ukazuje energii potřebnou k odstranění jednoho mm³ za sekundu. | 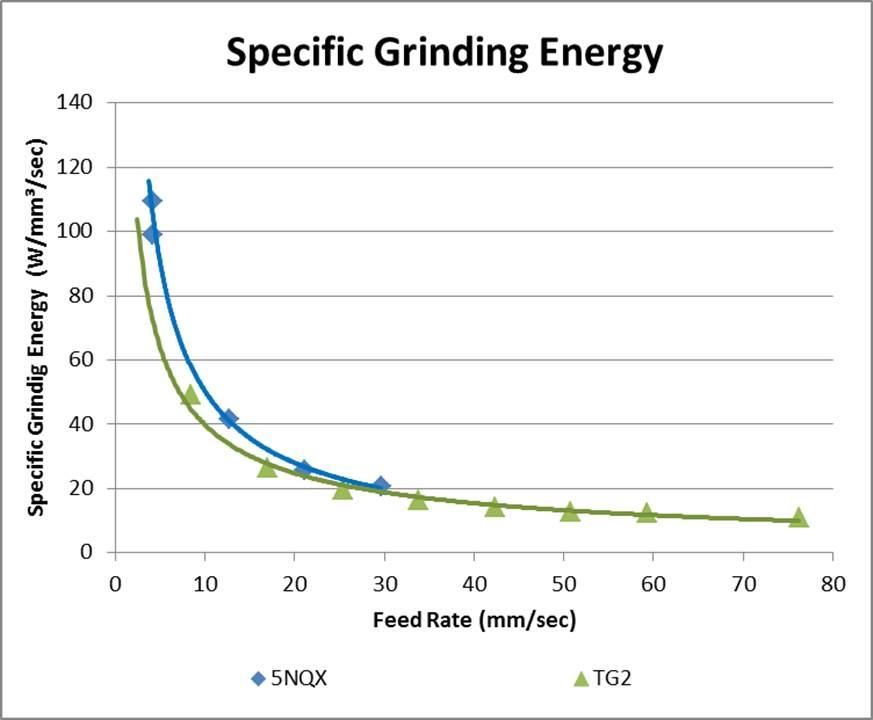
|
Názorné srovnání s frézováním: graf a tabulka. Výsledky ukazují lepší výkonnost broušení ve srovnání se všemi frézovacími nástroji.
Na základě doporučení řady výrobců tvrdokovových fréz jsme porovnali broušení s výkonem 12,7mm fréz s jejich plně zabraným průměrem a při hloubce řezu 12,7 mm. Proces broušení s použitím kotoučů Norton TG280 dopadl výjimečně dobře a níže uvedená aktiva ukazují, jakých výsledků mohou výrobci dosáhnout při přechodu z frézování na broušení.
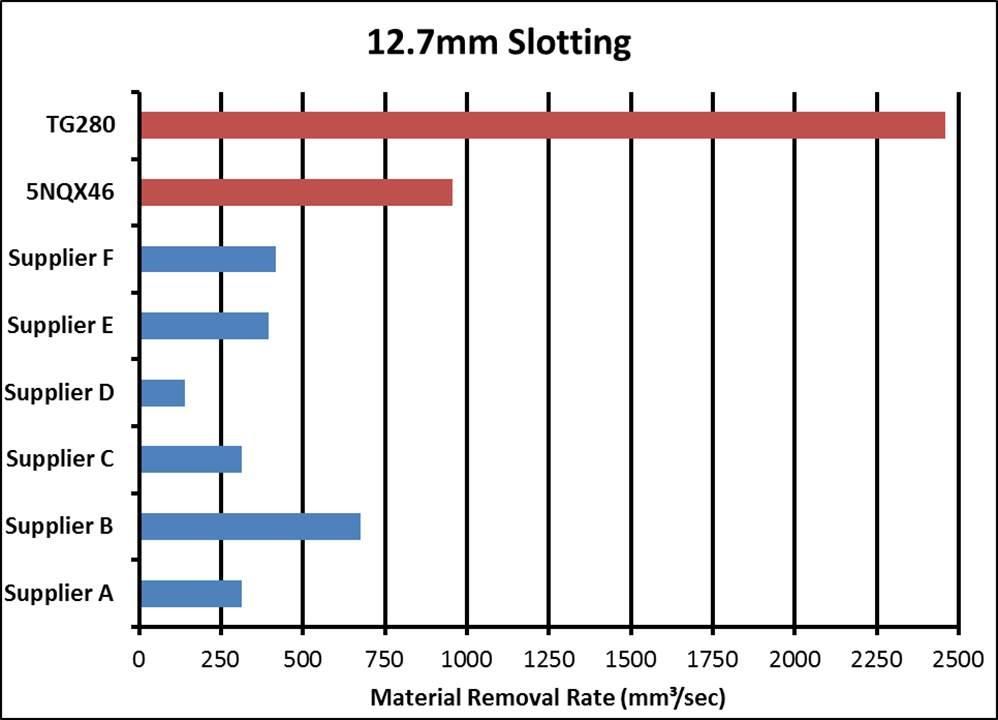
| Graf 3: Srovnání úběrových rychlostí kotoučů TG280 a 5NQX46 s rychlostmi udávanými různými výrobci čelních fréz. |
| Broušení vs. obrábění - předpokládané parametry frézování. | 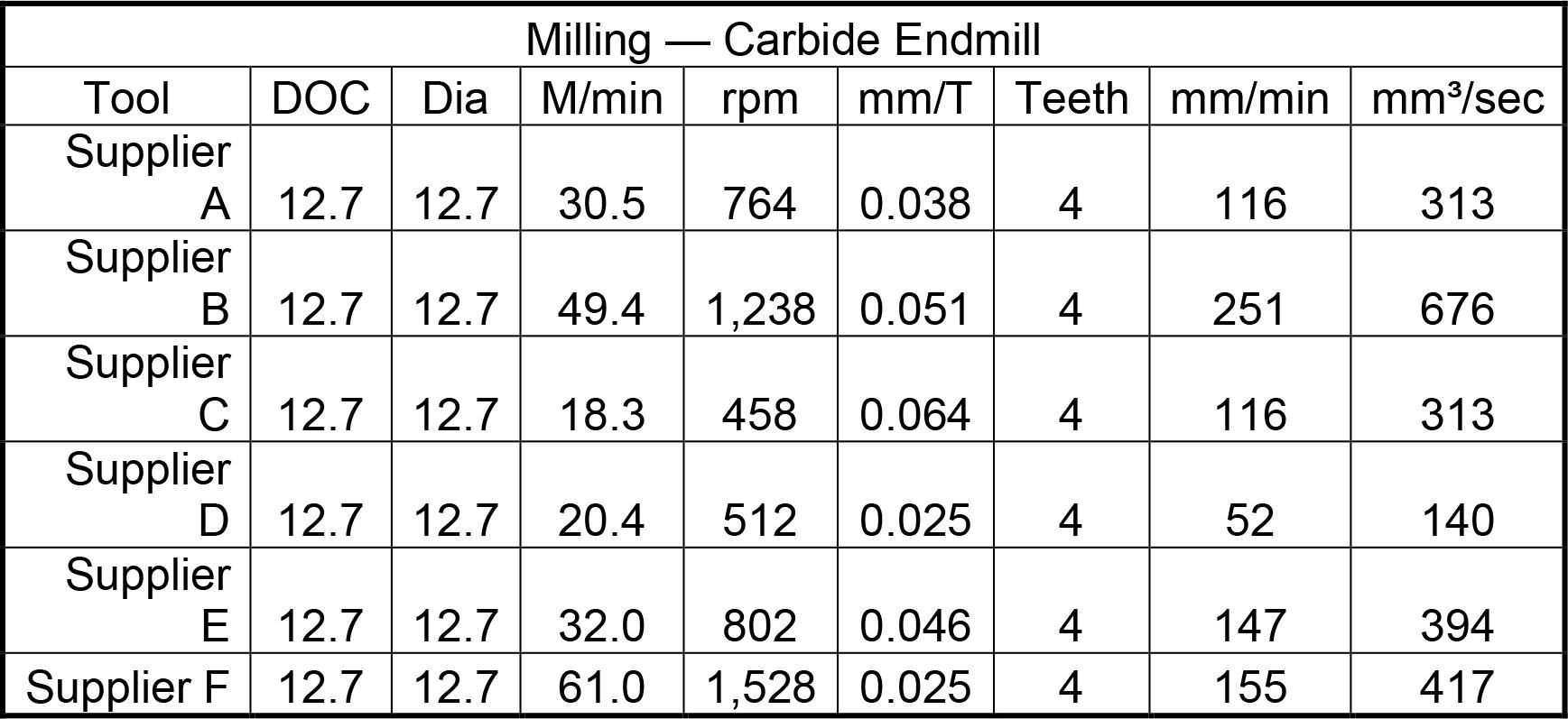
|
Letecké soustružení
Při zvažování nahrazení tradičního procesu broušením je důležité si uvědomit, že proveditelnost závisí spíše na způsobu kontaktu součásti a kotouče než na geometrii. Další případová studie, která porovnává obě metody, se zabývala nahrazením soustružení kolové technologie broušením.
Novější niklové slitiny používané v leteckém průmyslu lze obrábět ještě obtížněji než starší materiály, jako je IN718. Jeden z našich zákazníků měl potíže se soustružením jedné z těchto nových niklových slitin, protože inkluze v materiálu způsobovaly nepředvídatelné selhání nástroje a životnost byla velmi krátká vzhledem k vysoké pevnosti slitiny.
Při použití pojiva Norton Vitrium3 spolu s extrudovaným zrnem TG2 byli inženýři společnosti Norton opět schopni brousit díl s posuvem 0,635 mm na otáčku dílu a pracovní rychlostí 4064 mm/min, čímž dosáhli rychlosti úběru 43 mm³/s/mm. Za těchto podmínek bylo při použití kotouče o šířce 50 mm odebráno 2185 mm3/s kovu. Díky možnostem výměny nástrojů v dnešních strojích lze použít samostatná kola k dosažení a dokončení složitých geometrií dílů stejným způsobem jako na tradičním CNC soustruhu. Pokud povrchy vyžadují po soustružení broušení, lze soustružení vyloučit, protože jej lze provést na stejném stroji s jiným kotoučem, čímž odpadá nutnost seřizování a nástrojování, a ušetří se tak čas i peníze. jak potvrzují výsledky testů, broušení se ukázalo jako nejefektivnější a nejproduktivnější proces úběru materiálu.
Úspory nákladů na výrobní procesy mohou plynout ze snížení kapitálových výdajů, spotřebního materiálu, logistiky nebo zkrácení doby cyklu. Navíc zkrácení prostojů při výměnách může přinést ještě větší úspory. V současné době je možné najít případy, kdy abrazivní řešení může překonat tradiční obráběcí procesy, a pomocí pokročilých abrazivních produktů a dokumentačního softwaru můžeme identifikovat a přinést úspory vašemu provozu.