
Kenneth Saucier, Sr. Application Engineer, Norton | Saint-Gobain Abrasives and Paul Ehrlich, Sr. Application Engineer, Walter United Grinding
The following originally appeared in Cutting Tool Engineering in September 2015 and can be viewed here.
Whether you are grinding HSS or Tungsten Carbide, the flute grinding process is the most difficult feature to grind in round tool manufacturing. Though there are many reasons why, the main reason is that this operation is where most material is being removed from the tool, introducing the most heat and spindle load. There are several techniques that can be used to allow the grinding wheel to perform this operation more effectively. Before these techniques can be applied, understanding the concept of contact surface area and how it relates to force per grit is very important. From a microscopic perspective, a grinding wheel consists of thousands of cutting points. The more of these cutting points in contact with the part being ground, the more the work being done is “shared.” This allows each cutting point to remove smaller chips. As the surface area increases, this will decrease the force being done per grit, and allow the abrasive to continue working until dulling, or abrasive “pull out” occurs. A reduction in chip size will also produce a finer work piece surface finish and will cause the grinding wheel to act harder.
Since the grinding wheel peripheral speed directly affects the number of cutting points in contact with the work piece, a higher wheel speed will decrease the chip thickness, thus reducing the force/grit and causing the wheel to “act” harder. Lowering the wheel speed will have the adverse effect. Another method of lowering the force/grit is through abrasive concentration. Higher abrasive concentration adds more cutting points to the grinding process and would also provide better finishes and cause the wheel to act harder. Lowering the concentration will have the adverse effect.


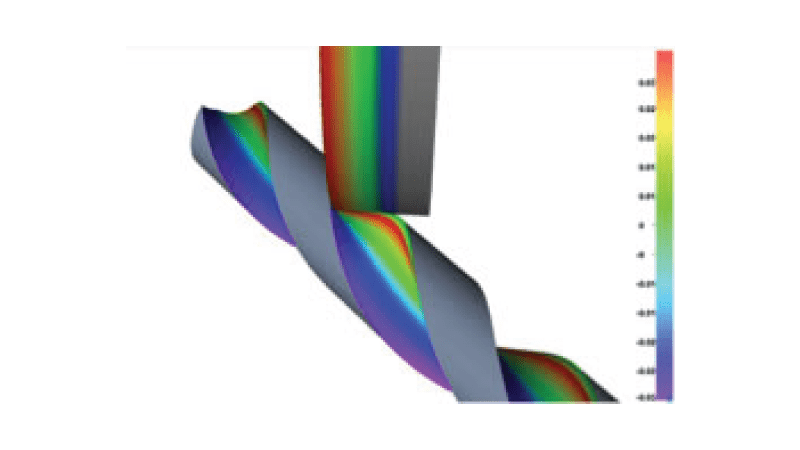
Another way to increase the effectiveness of the flute grinding process is to understand how the approach angle, or “Sku” angle, affects both the grinding wheel and tool being ground and the shape of grinding wheel. In general, an angled fluting wheel will grind with less spindle load than a straight faced wheel. The angled face tends help the wheel penetrate the work material more easily and creates less plowing. Figure 1 (seen here), courtesy of Walter United Grinding using Tool Studio, shows where the energy is being applied on both the tool and the grinding wheel.

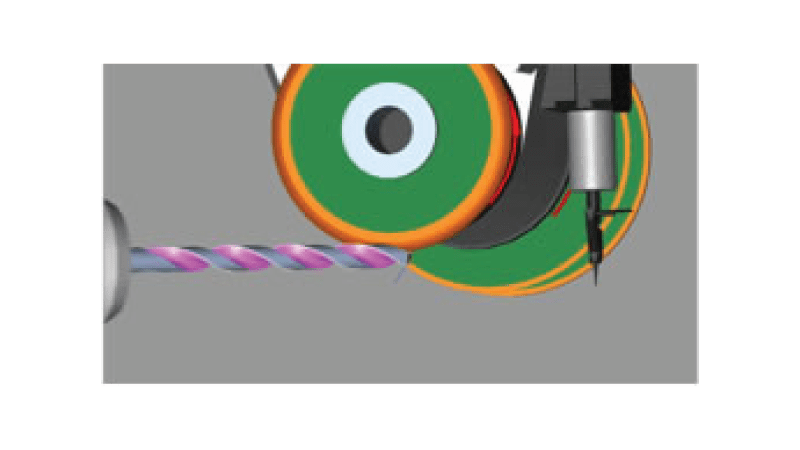
In the manufacturing of drills, the flute grinding process is much different than on end mills. The contact area is higher and the force/grit is much higher. There are two methods companies use to flute these tools. Method 1 utilizes straight faced wheels as this greatly reduces the amount of grinding wheel inventory used for many sized tools. However, this method tends to create high machine load and wheel wear. Most of the work being done is at the leading edge of the wheel as depicted in figure 2. Another drawback using this method is since the wheel travels below the tool, companies cannot use steady rests to help with deflection (see figure 3).
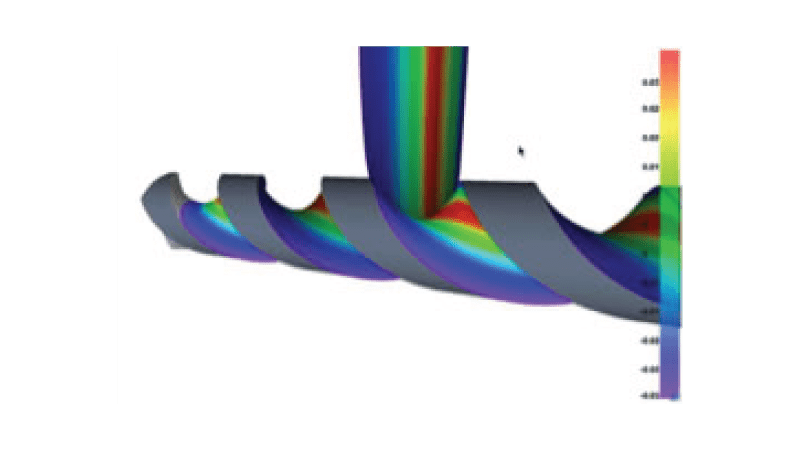
The other method of flute grinding drills is using full radius or gothic radius wheels. This allows stock removal to take place across the full width of the wheel thus maximizing wheel life (see figure 4).
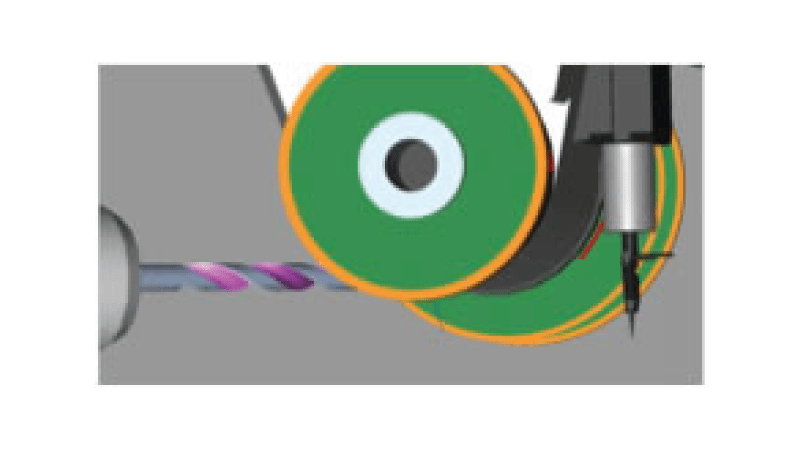
However this method requires the width of the grinding wheel to be very specific to the size of the drill being ground and will require many different wheel widths to accommodate different drill sizes. Because the shape of the wheel is producing the shape of the flute and not relying on the machine to generate the same geometry using severe axis repositioning as with the first method, it allows for very uniform temperature distribution and allows the use of steady rest for long flute grinding and minimize deflection (see figure 5).
Related Articles

Setting Expectations
Hear how the Norton Abrasive Process Solutions (APS) program can help you automate your abrasives op...

Proof in the Process
See how the Norton Abrasive Process Solutions (APS) team can help you prove and automate your grindi...

Advanced Automation Answers Demands
Automation is transforming the manufacturing workplace. Learn how it can be used in your facility to...

Understanding Truing & Dressing
Properly maintaining a grinding wheel’s performance and accuracy relies on truing and dressing. Thes...

APS Program's Abrasive Automation Cell Optimizes Manufacturing
Designed to solve material removal and surface generation problems, the Norton Abrasive Process Solu...

5 Grinding Considerations for Improving Surface Finish
See how making adjustments to operational parameters, wheel dressing, grit size, coolant delivery, a...

The 7 Factors Used to Determine a Grinding Wheel Specification
When selecting a grinding wheel, there are many types of abrasive grains, a whole range of grit size...

Grinding Wheel Basics – What’s in a Wheel
Grinding wheels play an important role in many applications and are one of the most commonly used ab...

Advanced Grinding for Sharper Tools, Sharper Production
With the introduction of extremely hard tooling materials, tool grinding suppliers are looking at of...