
We often get asked ‘what does non-woven mean?’ Rather than grit/grain being applied to the product, which is seen in many Norton sanding products, non-woven products consist of a web of nylon fibres, which are bonded together and saturated with abrasive grains. This produces a cushioned, three-dimensional material that is pliable, flexible and very long-lasting.
Abrasive products are generally categorised into two main groups: bonded abrasives and coated abrasives. Traditionally right angle grinders have been used in conjunction with grinding wheels, fibre disc, flap discs and wire brushes. However, Non-woven discs have entered the abrasives market as a third category that serve a specialised function of preparing and applying the final surface finish, which can affect the performance and appearance of the workpiece.
Which applications are they used for?
To help the metalworking manufacturer achieve the desired surface finish, they need to understand how non-woven products are made and used. The role of non-woven abrasives usually starts at the surface preparation stage of the RAG process.
The relatively non-aggressive nature of nylon and the abrasive grit used in non-wovens make them excellent finishing tools. Non-woven products are particularly suitable for buffing-up, cleaning or finishing purposes or to reduce the roughness of a surface.
They can be used for the following applications:
- Deburring
- Blending
- Defuzzing plywood
- Decorative finishes
- Cleaning
- Polishing
- Dulling laminates
- Scrubbing
- Highlighting
- Imparting a satin finish on metal
- Scouring
- Deflashing plastics
- Removing raised wood fibres
What surfaces can they be used on?
Non-woven products can be used on a wide variety of surfaces, including the following:
- Aluminium
- Chromium
- Tantalum
- Fibreglass
- Brass
- Stainless Steel
- Ceramics
- Wood
- Copper
- Zinc
- Glass
- Plywood
- Nickel
- Titanium
- Plastic
What are the benefits of using non-woven products?
- Waterproof - can be used wet or dry
- Create a predictably consistent, uniform finish
- Minimum smearing and discolouration of the workpiece as heat is dissipated through the open mesh of the product
- Resist loading and rusting, and are not conductive.
- Easy to use, reducing the need for operator training
- Less maintenance required
- Greater safety than other methods
- Conformability to irregular surfaces
Watch the video below to find out what are non-woven abrasives and when and why you to choose one:
Which Norton products are non-woven?
The following Norton products consist of a construction of nylon fibres and come under the ‘non-woven’ range:
| BearTex flap disc | Open mesh construction. Ideal for finishing intricate shapes and contours on metals, wood, composite and plastics. | 
|
| Blaze Rapid Strip discs | The open web construction enables aggressive cutting action while maintaining a cool, non-loading surface. The thick, strong synthetic fibres and extra coarse silicon carbide grain make light work of removing rust, weld splatter, scale and other surface contaminants. Use before and after welding for preparing and cleaning the surface. | 
|
| Vortex Rapid Blend discs | Have a unitised construction for varying weave – from open to tighter- for deburring and finishing. Suitable for removing weld marks and splatter, deburring and cleaning on stainless steel and removing small flashing and parting lines. | 
|
| Vortex Rapid Prep discs | Have a more open weave that excels in surface preparation and cleaning thanks to a coating system that reduces smearing and resists loading. Very fine can be used for final finishing and polishing. | 
|
| Rapid Prep 2in1 Flap Disc | These versatile discs grind, smooth and finish in one step, reducing the need for multiple abrasive steps and offering a quick, versatile, lower-cost solution to achieve excellent surface finish results. | |
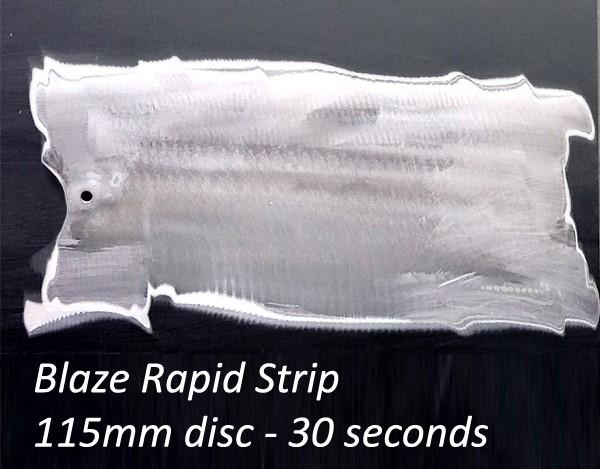
Blaze Rapid Strip Case Study: Gone in 30 Seconds
Product Used
Blaze Rapid Strip vs Conventional products
The Situation
To compare and test the speed and rapidity of the Blaze Rapid Strip to standard products for stripping paint.
Task:
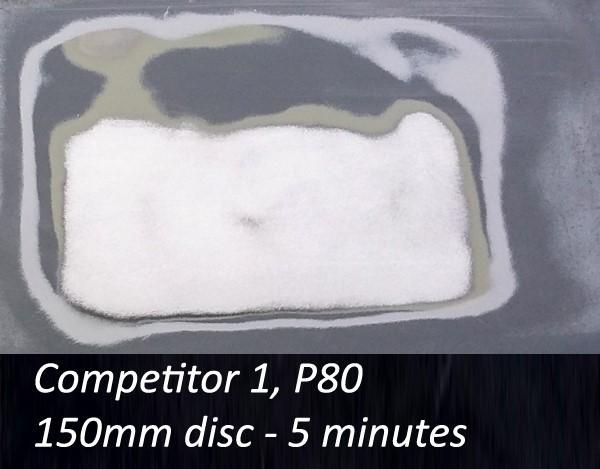
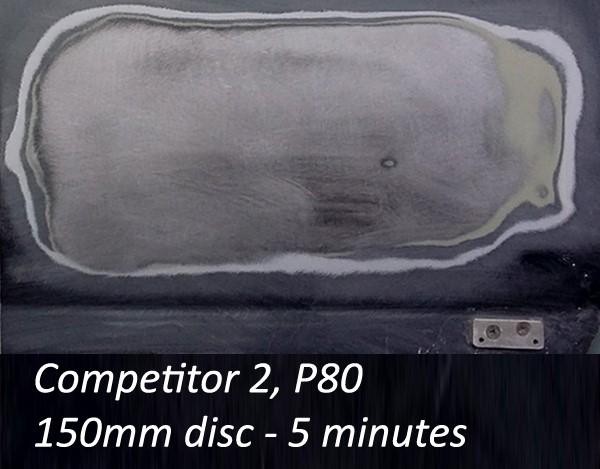
Each product had the same amount of area to strip paint off a car door. The products that were being tested was the Blaze Rapid Strip 115mm and two conventional P80 150mm discs (that are also used to strip paint).
Results:
The results showed that the Blaze Rapid Strip 115mm took only 30 seconds to remove the paint. Whereas the competitor products had both taken 5 minutes each!
The Norton Blaze Rapid Strip contains ceramic, aluminium oxide grains which are much sharper and provides a better cut rate and finish, so it comes with no surprise that it is the clear winner for paint removal.
| 
| 
|
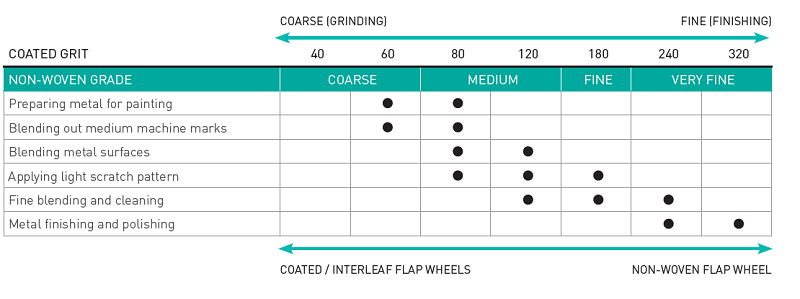
Choosing the right grit
When choosing the right grit for the application, don’t forget that the lower the grit number the larger the abrasive grain particles (coarse grit), resulting in a more aggressive cut and coarser finish. While 60 grit to 80 grit abrasives are considered intermediate sizes in other products, they are considered coarse for non-woven products. For example, you’ll want to use a low grit, such as 60 to prepare metal for painting, but a high grit, such as 320 for metal finishing.
The fibre size has a significant effect on the product’s cutting characteristics. In general, harder density products cut faster, last longer and produce finer finishes than softer density products. However, softer densities offer more conformability to the work surface and less tendency to load or burn the workpiece.
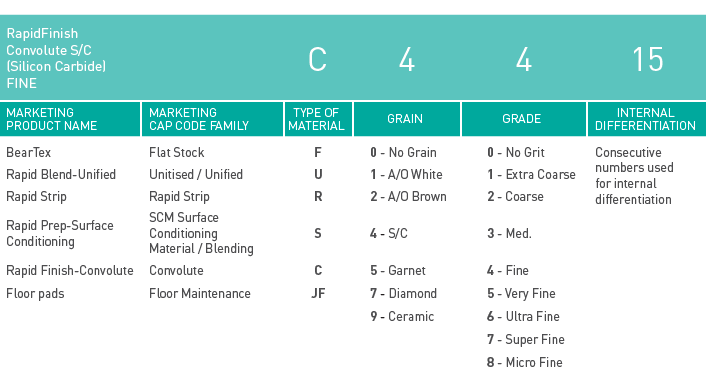
Knowing your product
A typical specification on a non-woven abrasive product can be found on the disc and might look like this: 8 A/O MED.
The first symbol – in this example, the “8” – refers to the product’s density. This can range from 2 (open/most conformable) to 9 (densest/ most durable).
The second symbol, such as “A/O” denotes the abrasive used, such as aluminium oxide in this example.
The final designation – “MED” – denotes the grit size of the product, as outlined above.
Making the Most of Non-Woven Wheels
Maximum wheel life and best surface conditioning can be achieved by following these recommendations:
Wheel direction: Convolute wheels must always run in the direction indicated by the arrow printed on the side of each wheel. Flap wheels and unified wheels can be run in either direction.
Wheel speed: The speed at which the wheel is run affects product finish, rate of cut, and wheel life. Fast wheel speed, in general, gives harder action and a finer finish; slower speeds give softer action and a coarser finish.
Recommended SFPM (surface feed per minute) operating speeds for the most common applications:
- Cleaning and upgrading of surface conditions 2200 – 6000 SFPM
- Cut buffing on metal surfaces 6500 – 8000 SFPM
- Deburring 5500 – 8000 SFPM
- Decorative finishing 500 – 3000 SFPM
- Imparting decorative finishes 900 – 3000 SFPM
- Oxide removal 3500 – 6500 SFPM
Pressure: Light to medium pressure is recommended for most operations. Flap wheels require much lighter pressure to perform properly than other non-woven wheels; unified wheels can withstand much higher pressures in order to perform deburring jobs. In all cases, avoid excessive pressure, which may result in wheel deformation and damage to the work surface.
Feed speed: Slow feed speed reduces the number of completed pieces, while producing a shorter scratch pattern. Slow feed speed also allows for longer dwell time and permits more work to be done on each piece.
Oscillation: Oscillation may be used to break up scratch lines and produce a more uniform finish. An increase in cut may also be experienced. A general starting point for oscillation is 3/8 in. amplitude at 200 cycles per minute.
Lubricants: The use of lubricants such as water, water-soluble oil and straight oil will decrease the heat generated while running, improve the luster, and reduce the surface finish. The higher the viscosity of the lubricant, the lower the surface finish (RMS value) produced.
We hope this guide will help you select the right non-woven abrasives to complement your bonded and coated abrasive range. To help maximise the productivity of your non-woven abrasive applications, get in touch with one of our Norton experts.