
Tyler Cichowlas, Sr. Research Engineer, Thin Wheels Abrasives, Saint-Gobain Research - North America
In recent years, there has been a growth in the usage of aluminum in the transportation industries, giving rise to a need for new tools for working with the material. Learn about the challenges of working with aluminum and how Norton is responding to this need with the development of new abrasive grinding wheels.
Lightweighting Drives the Design of New Abrasives for Aluminum
Aluminum alloys offer improved strength to weight ratio versus traditional steel alloys. Lightweighting trends across the transportation sector are driving the expanded usage of aluminum globally. These trends bring the need for fast and efficient tools for grinding aluminum. Typical right angle grinder wheels designed for steel are not for use on aluminum because the wheel’s surface can rapidly become clogged with stuck metal chips.
By investigating the mechanisms by which metal chips can become stuck (loaded) to the wheel’s surface, strategies to avoid metal loading can be applied to the design of the abrasive. As a result, new specialty for aluminum grinding products are introduced with greatly improved speed of grinding and longer lasting performance, without the need for waxes or lubricants.
Why is Aluminum Usage Growing in the Transportation Industries?
Aluminum used in industry is typically not the pure element but rather one in a range of families of aluminum alloys, depending on the end use. Although the properties of specific aluminum alloys can vary widely, it is safe to make the following generalizations. Aluminum alloys are much lighter; their density is usually around 2.7g/cc, which is about 1/3 that of steel (7.85g/cc). Although they are not as mechanically strong as steel, their strength to weight ratio is higher.
Aluminum production and usage is increasing, and therefore the need for aluminum metalworking products and accessories is growing. Although total production of steel is higher than the production of aluminum currently, the growth rate of aluminum production is about 60% higher than that of steel. From 2008 to 2018, global aluminum production grew at a compounded annual growth rate (CAGR) of 4.8%, whereas global steel production grew at a CAGR of 3.0%. Trends in raw metal production are closely tied with trends in metal usage and metalworking accessories: i.e. abrasives.
The growth of aluminum usage is primarily driven by the automotive and transportation industry, followed by aerospace and defense, marine, and other end-use industries. The automotive and transportation industry accounts for about 80% by value of the global usage of high strength aluminum alloys at an estimated CAGR of 7.7% from 2018 through 2023.
The strong need for aluminum within the automotive and transportation industry is driven by lightweighting trends. Automobile manufacturers are under constant pressure to increase the fuel efficiency of their fleets, so naturally they look for stronger and lighter materials. In the commercial trucking industry, lighter weight trailers can result in more cargo weight carried per trip, in addition to fuel savings. Aluminum is also used to reduce the weight of marine ships, which aids in their speed, maneuverability, stability, and fuel savings. Lightweight hulls also allow for operation in shallower depths of water.

Aluminum Metalworking Safety
Safety is always the top priority when using a right angle grinder. Proper personal protective equipment (PPE) and ventilation should always be used, and the grinder should be in good condition with the proper wheel guard in place. The grinding (or cut-off) wheel should always be inspected for damage before use and mounted securely with the correct flanges. The speed of the tool (revolutions per minute or rpm) should never exceed the rpm rating on the wheel, even if it appears that the wheel fits on the tool.
Grinding aluminum does not produce a visible spark stream; however, the aluminum swarf being ground away is still very hot and can start fires. Additionally, aluminum dust can be explosive if suspended in the air in some circumstances.
Also, a thermic chemical reaction leading to an intense “Class D” (combustible metal) fire can occur if aluminum chips or dust are combined with a metal oxide (such as rust) and ignited. This reaction is the basis for thermite. For this reason, it is important to avoid cross-contamination by keeping steel/iron working areas, tools, and wheels separate from aluminum working areas, tools, and wheels.
For more safety information, visit the Norton product safety page and the OSHA website.
Understanding the Key Challenges of Working with Aluminum
Aluminum alloys also have lower hardness, higher ductility, and lower melting points as compared to steel alloys (500°C to 600°C for aluminum vs. about 1500°C for steel). These differences can mean that metalworking tools and techniques used for steel working are not always optimized for aluminum working.
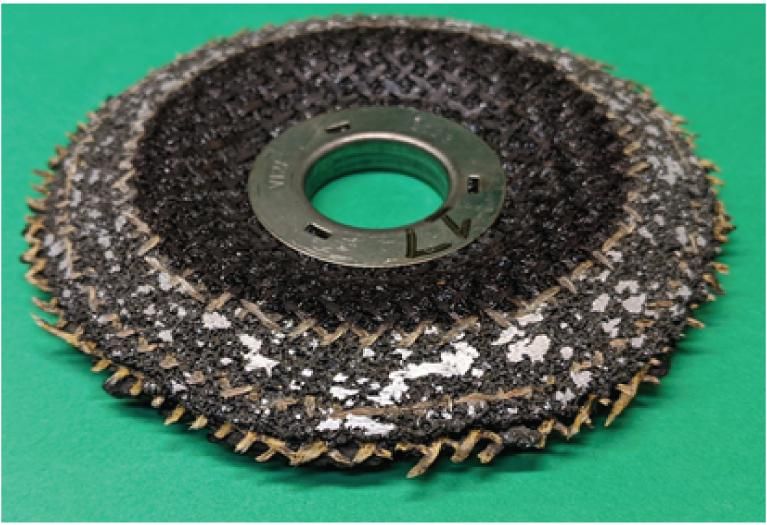
Many aluminum metalworking projects involve off-hand grinding (stock removal), often as part of the preparation for welding. One common issue in off-hand grinding is the tendency for aluminum metal chips to stick onto the grinding wheel itself. When the wheel loads (clogs) up with metal, it will not be able to remove any more metal from the workpiece. Figure 1 (seen here) shows a standard grinding wheel after only a few minutes of use on aluminum. Since this grinding wheel was designed for use on steel – not aluminum – loading occurred, and the wheel stopped grinding effectively.
One practice to reduce aluminum metal loading is the application of wax onto a grinding wheel, which delays the onset of metal loading. By applying a slippery substance on the wheel’s surface, it temporarily makes it harder for the aluminum chips to stick. However, as the wheel is used, the wax wears away and will need to be reapplied. This option is not ideal, as wax application takes time away from grinding and creates additional contamination on the workpiece and in the surrounding area that will need to be cleaned up. Also, if the wax is not thoroughly cleaned from the workpiece, it can lead to defects in the weld.

To investigate the underlying mechanisms, the loaded areas on a used grinding wheel’s surface are examined closely using a specialized, high-magnification camera setup:
The bright areas in Figure 2 (seen here) are the aluminum metal stuck onto the face of the wheel. The white, blocky features are the abrasive grain. The yellow area is the exposed, worn areas of bond, and the brown is the underlying bond and pores.
The image on the right of Figure 2 shows the cutting point of a single grain, the surface of which has been coated by aluminum metal. Behind the cutting point are many stringy chips of aluminum which have been collected. Since these chips were not being removed from the grinding zone, they fused together from the friction and heat generated as grain struck the workpiece. Streaks along the center of this mass show rubbing marks between the aluminum workpiece and the aluminum stuck to the grinding wheel. As the aluminum collected onto the face of the grinding wheel, it blocked the cutting tip from removing more chips, thus clogging the metal removal process.

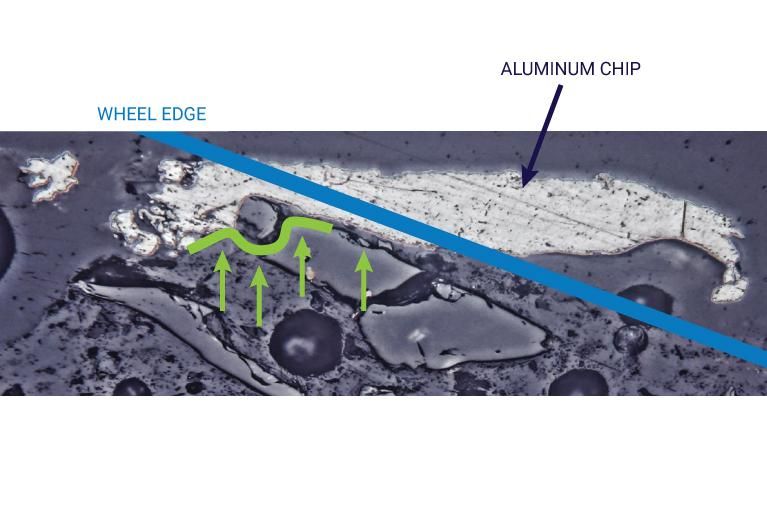
A cross-section of this grinding wheel was also prepared and viewed under an optical microscope to observe the metal loading from a side view.
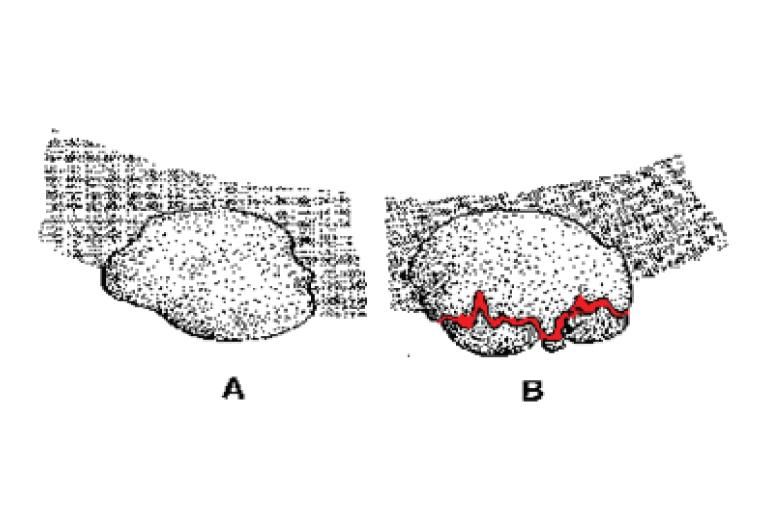
Aluminum chips were then carefully removed from the wheel’s surface and examined with an electron microscope (SEM) on the topside as well as the interface underneath (Figure 3, seen here). Rubbing/plowing marks on the topside of the chip suggest semisolid like behavior. The underside of the chip shows how the aluminum was able to deform and attach to the full surface of the grinding wheel, conforming to both the grain and the bond. These deformation features show that the metal was softened near its melting point when it became attached to the wheel’s surface and that the mass grew cohesively as other chips aluminum became stuck.

To better understand the grinding interactions which lead to the features observed on the wheel’s surface, our Systems Approach framework (Figure 4, seen here) is applied. This framework shows how the abrasive grain, the bond holding the grain, and the workpiece being ground can interact in the cutting (material removal), plowing (material displacement), and sliding (surface modification) processes.
The features observed on the wheel’s surface are indicative of several sliding interactions, mainly when the abrasive grains came into contact with the aluminum workpiece. Sliding interactions do not contribute to the metal removal (chip formation) process and only act to make the grinding process less efficient; sliding interactions should be minimized.
During aluminum grinding, the grain is plowing through the ductile workpiece (1.2), which coats the tips of the grain in metal. Once the grain tip is coated, friction interactions between the chip (stuck to the grain) and the workpiece (3.) allow the stuck metal chip to begin to grow cohesively. As the stuck metal patch grows, further interactions between the bond and the workpiece (2.) build more heat, resulting in a larger area impacted by metal loading.

From these observations, an overall mechanism is constructed. During use, as the wheel becomes clogged with metal, grinding becomes less efficient, which leads to the natural reaction of the operator to push harder with the grinder in an attempt to break down the wheel further and open the surface to expose new cutting grains. However, this common approach does not work, as the increased grinding pressure leads to a buildup of more heat, which continues the process of aluminum chips softening and sticking onto the face of the wheel. This creates a feedback loop, which acts as a vicious cycle to further load the wheel until it can no longer grind and will need to be replaced.

An Abrasive Designed to Overcome the Challenges of Working with Aluminum
“If you know the enemy and know yourself, you need not fear the result of a hundred battles.” – Sun Tzu
To break the loading mechanism feedback loop, the abrasive grain must become more resistant to metal loading. This is because the loading mechanism starts at the grain tips and grows cohesively to cover large areas of the grinding wheel.
During grinding, individual abrasive grains undergo thermal and mechanical stresses as they continuously strike the workpiece. These stresses may cause the grain to crack or fracture in different ways (Figure 6, seen here). The type of grain fracture as well as the overall rate of grain fracture is dependent on the microstructure of the grain and is correlated to several grain properties, including hardness and resistance to heat, impact, and shock. A grain which readily fractures and breaks down is known as friable, and one which wears down slowly is known as durable.
Grain fracture is self-sharpening, as it exposes new cutting surfaces. In the case of aluminum grinding, as the grain fractures, the ejected pieces can lift away pieces of stuck aluminum metal, leaving behind a fresh, clean, cutting point.

To demonstrate the effect of friability on grinding speed (metal removal rate), and the extent of loading (percent of wheel area covered by metal), wheels containing several different grain types (or blends) were prepared and tested (Figure 8, seen here). All other wheel making and testing parameters were held equal. Each grain type is given a grain durability index rating based on the rate of grain breakdown from ball mill testing (lower grain durability index = higher friability).
As a result, grinding wheels which contained friable grains (low durability) had less metal loading (sticking) onto their surfaces and were also able to achieve higher grinding speeds.

The newly improved Norton for aluminum grinding wheels utilize a special, extra-friable abrasive grain which is able to fracture and break down just before too much pressure and heat are generated, preventing metal from accumulating (Figure 9, seen here). As a result, the product provides an aggressive, “free cutting” feel, requiring less effort to grind.

Through semi-blind and double-blind field testing at different customer sites across North America, the new grinding wheel product was found to have best-in-class grinding speed, an aggressive feel, and minimized metal loading when tested against top competitors (Figure 10, seen here). The new Norton for aluminum grinding wheel was found to have excellent performance over the range of aluminum alloys and applications tested.

Abrasive Solutions for Aluminum Metalworking from Norton
A common issue with grinding aluminum is a macroscale feedback loop in which metal begins to stick to the wheel, which causes heat to build up, which then causes more and more metal to stick to and clog the wheel. The tiny features left on the surface of a used grinding wheel act as clues to unravel the microscale interactions that have taken place between the abrasive grain, bond, and workpiece, which have led to this failure mode.
By modifying the properties of the grain and the bond, their behavior is changed such that they microfracture at just the right moment. This controlled fracture creates new, sharp cutting surfaces and reduces the heat-generating plowing and sliding interactions. These small changes in the microscopic interactions lead to large scale improvements in the Norton product’s grinding performance.
In addition to the new Norton for aluminum wheels, Norton offers a full range of abrasive solutions for all aluminum metalworking needs, from heavy stock removal to polishing. These resources help metalworkers and fabricators understand the full scope of aluminum products offered by Norton | Saint-Gobain, as well as the most efficient product sequences (steps) for their jobs. Product labeling has also been refreshed to be more clear and consistent across the range of aluminum offerings.
For a full list of specs on the Norton for aluminum offering, download the flyer, and watch the cutting video and grinding video to see the wheels in action.

Related Articles

Beyond Price: A Technical Approach to Comparing Grinding Wheel Value
See how technical metrics such as G-Ratio, Q' (specific material removal rate), chip thickness, spec...

Setting Expectations
Hear how the Norton Abrasive Process Solutions (APS) program can help you automate your abrasives op...

Proof in the Process
See how the Norton Abrasive Process Solutions (APS) team can help you prove and automate your grindi...

Advanced Automation Answers Demands
Automation is transforming the manufacturing workplace. Learn how it can be used in your facility to...

Assess Your Grinding Process for Better Bottom-Line Results
Material removal rate (MRR) is a crucial parameter in evaluating the efficiency of the grinding proc...

Tips for Improved Surface Grinding
Create the most productive surface grinding process with these grinding wheel selection and paramete...

APS Program's Abrasive Automation Cell Optimizes Manufacturing
Designed to solve material removal and surface generation problems, the Norton Abrasive Process Solu...

Choosing Diamond Tools
The market is filled with diamond tool options and not every tool is created equally. Four questions...

Critical Cooling for Gear Grinding Success
In order to provide the necessary lubrication and cooling capacity and achieve parts free of metallu...