
Prepared by Debbie Gaspich, Director of Product Management, Thin Wheels and Construction Products - North America
Reshaping the World of Metal Fabrication - An Introduction
While on average, the cost of abrasives for large metal fabrication firms is less than 2%, the total cost of grinding and finishing is 10-15%. Cutting abrasive cost may seem attractive, but reduction of labor costs presents the real upside for the end user. However there are other less obvious benefits that some grinding wheels provide over others. The purpose of this paper is to explain how high performance abrasives can significantly lower the total cost of grinding and finishing, and maximize total operational performance.
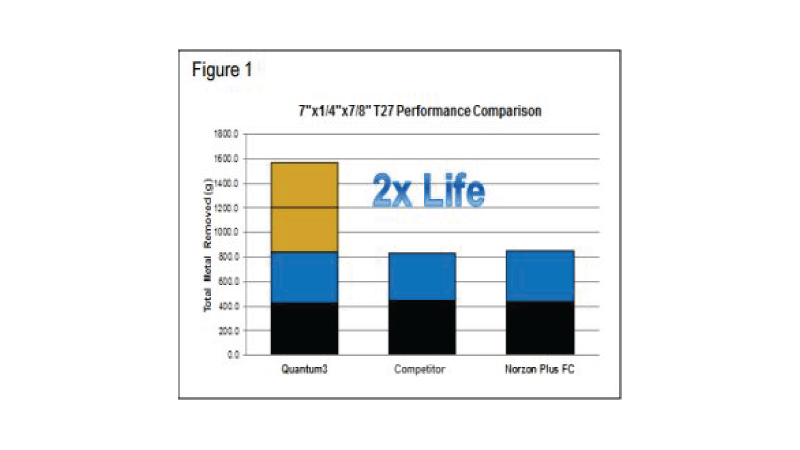
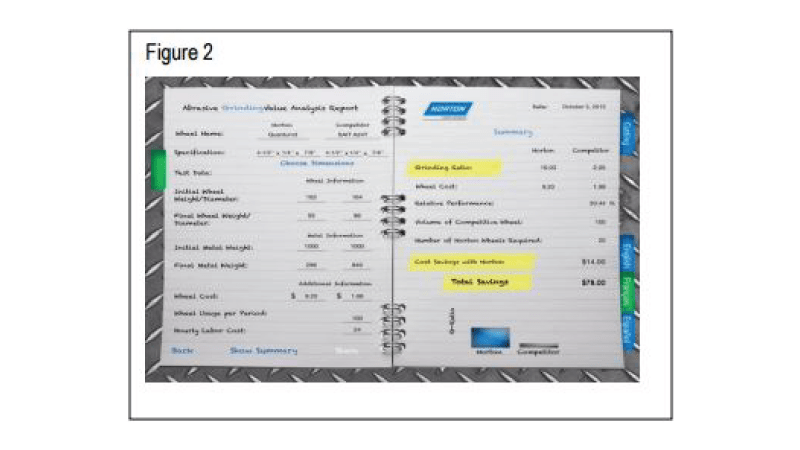
Grinding wheels for metal fabrication have had dramatic increases in performance over the last 20 years. Some of the improvements have come in bond technology and manufacturing tolerances, but the majority of the performance increases have resulted from advances in abrasive grain technology. An example of the how the abrasive usage can be lowered is shown in figure 1. A large fabricator of cast parts reduced wheel usage from 100 competitive aluminum oxide wheels to 20 Norton ceramic alumina wheels to accomplish the same job. When adding in the cost of labor to change wheels and a reduction in the time spent grinding, the total cost of labor for the job was reduced by 80%. (Figure 2) These are the measurable savings that can be realized at any shop or job site.
So why are manufacturers with labor rates at $24 per hour and upward (with fully loaded cost for employees) still not using the best performing wheels? One answer may be perception. Abrasives are seen as a tertiary expense for the operation.
Right Angle Grinding Overview
A right angle grinder, also known as a side grinder or disc grinder, is a handheld power tool used in the metal working industry for grinding, cutting and sanding. Angle grinders can be electric or pneumatic. They typically have an adjustable guard and a sidehandle for two-handed operation. Angle grinders are widely used in metal fabrication plants and on construction job sites.


The most popular product used on a right angle grinder is a grinding wheel. The industry has several names for this product including:
- Type 27 wheel
- Raised hub wheel
- Depressed center wheel
The wheel is shaped so that when the wheels are mounted the recessed area allows the wheel to be used for grinding at a 5 to 30 degree angle. Fiberglass reinforcements are molded into the wheel for safety purposes and wear as the wheel is consumed in the grinding process. (Figure 3)

Abrasive Grain Overview
Aluminum Oxide (AO)
Up through 1975, Aluminum Oxide (AO) was the only choice for grinding all types of metal. Aluminum Oxide is a strong, blocky-shaped abrasive grain. While the initial edge of the grain is sharp, it rapidly dulls. With broad cleavage lines, the grain continues to wear until enough pressure is created to fracture the grain and create a new sharp cutting edge. When the fracture does occur, a large percentage of the grain is lost. The result is a slow cutting abrasive where only 25% of the utility of the grain is realized. (Figure 4, seen here)

Zirconia Alumina (ZA)
In the late 1970's, the creation of zirconia alumina (ZA) grain through a fusion of zirconia and aluminum oxide provided a sharp, tough grain that would still be "friable" enough to breakdown in portable applications. Zirconia alumina grain is a harder, sharper grain that has been engineered for controlled fracturing. The combination of the harder, sharper grain and better utilization of each grain provided a 50% in cut rate and up to three times the life over aluminum oxide. This technology was first commercialized in depressed center wheels in 1980 with the introduction of the Norton NorZon products. (Figure 5, seen here)

Ceramic Alumina (CA)
This technology created in the 1990s is based upon doped alumina sol gels. The key characteristic of these high performing abrasives is the unique combination of hardness and toughness which is essential for controlling micro-fracturing. Micro-fracturing of the grains is crucial for providing a continuous supply of sharp cutting edges during grinding thereby raising the utilization of each grain to over 80%. (Figure 6, seen here)

Grain shapes have become more sophisticated with recently introduced precision-shaped grain (PSG). In side by side studies, irregular-shaped ceramic grains cut through the work-piece with smooth almost effortlessly ‘gliding’ motions. Precision-shaped grains on the other were perceived to be ‘rougher’ and required the operator to adjust his stance. This situation stems from the fact that precision shaped grains break down to form geometric shapes that are significantly less efficient in cutting than the original geometric form.
Irregular-shaped grains fracture and wear to form more irregular-shaped geometries. This consistency of irregular starting and intermediate fractured geometries provide a more uniform cutting action throughout the wheel life and hence a better overall grinding experience.
Additional benefits of the high performance abrasives can be:
- less machine maintenance
- less metallurgical damage/improved part integrity
- less operator hardship/fatigue
Abrasive grains are the key component of the depressed center wheel. They are the “cutting tool” of the product and it is important to match the performance characteristics with the needs of the job to ensure right choices for the user.
Resin Bond Overview
Premium performance abrasive depressed center wheels are constructed using a precisely-engineered iron, sulfur and chlorine-free resin technology to provide a uniform abrasive distribution throughout the wheel. This unique bond was designed for retaining the grains long enough during and after grain fractures. This subtle, but powerful, bond characteristic enables both excellent cut rates and exceptional wheel life.
Non optimal bond technologies can result in either retaining the grain too long or not long enough. In the first scenario, the fractured grains are retained in the wheel which results in swarf build-up on the wheel face followed by glazing, slower cutting, and ultimately more effort by the operator to force the cut. In the second scenario, fractured grain is released prematurely, resulting in a fast cut but with a very short wheel life. This shortened life requires frequent wheel changes, downtime and generates additional operating costs.
Other factors like machine horse power, air supply (pneumatic only), grinding angle, surface contact area and type of material being shaped or cut are also factors in the abrasive grain to resin bond ratio. However, it is paramount that the abrasive manufacturer work on improving bond technology in conjunction with advancements in abrasive grain, in order to maximize the total performance of the depressed center wheel.
Fiberglass Reinforcement Overview
The third component of every depressed center wheel is the fiberglass reinforcing layers that are required for safety standards due to the fact that the wheels are used on a portable hand-held power tool.
The standard orientation of the fiberglass reinforcement is shown in figure 7. Two and a half layers are used to meet ANSI B 7.1 standards. On certain products especially rugged applications like foundries, three full layers are used. Grinding with these wheels can be done on the face or the periphery of the wheel showing in the 2-1/2 layers photo.

For 1/4" wheels where grinding is only done on the face of the wheel, a fine, hard-back finer grit mixture in the top half of the grinding wheel can be offered, which limits premature shedding and "spalling" and allows for a smoother grinding action from the periphery to the hub.
The correct orientation of the reinforcing layer is required for safety. Choosing the fine, hard back can help improve grinding performance by reducing premature spalling or spitting (loss of grain) which is especially critical when using premium abrasives like Norton NorZon or blended Ceramic Alumina NorZon.

Norton Quantum 3: The Science of Abrasives Yields the Art of Performance
The “Science” of Abrasives
Norton Quantum3 grinds faster, with less pressure, to significantly increase production while using fewer wheels. The best industry metal removal rate is gained from the larger grit size of a proprietary Saint-Gobain grain. Bond is matched to grain to produce the highest level of performance: metal removal rate and wheel life. This new bond contains a unique combination of fillers and bonding agents that allow for much better mix quality in manufacturing. The better mix keeps the individual grains from clumping to one another, allowing more even wear of the bond and abrasive structure because of the more homogenous distribution of grain within the wheel and better adhesion of the grain to bonding materials. The design is also contaminate-free, as it contains <0.1% iron, sulfur or chlorine, for rust-free and corrosion-free results that will not contaminate stainless steel.
The “Art” of Performance
Smoother Feel – Wheels that use a type of ceramic PSG tend to generate a different, variable operating feel than the Norton Quantum3. This variable feel is characterized as vibration or jumping on the work piece. The Saint-Gobain ceramic grain is a more robust, consistent grain due to the manufacturing process and is more rounded than pointed. The Norton Quantum3 design permits an easier, smoother feel during grinding, promoting a faster cutting action at reduced pressure, for substantially longer wheel life.
Better Control – Typical precision-shaped grains do not allow sufficient grinder/grinding wheel control during the grinding cycle when used in different directions. More effort can also be required to grind with precisionshaped grains on the edge, so the operator has less control and may need to exert more energy/ body support to keep the grinder under control. Norton Quantum3 wheels produce no grabbing or digging on the work piece when used in any direction. Wheels glide through the work piece while removing metal, thereby producing a very smooth grind at a faster rate, for less downtime and reduced landfill waste due to fewer wheels used.
Improved Operator Comfort - The Norton Quantum3 wheel is exceptionally free cutting, enabling the wheel to boost the amperage on its own with little or no pressure, due to the unique mix of bond and abrasive. The operator doesn’t have to apply excess pressure to get the job done when compared to using lower performing products, resulting in reduced hand fatigue from less cutting vibration.
Related Articles

Setting Expectations
Hear how the Norton Abrasive Process Solutions (APS) program can help you automate your abrasives op...

A Primer for Automating Grinding
Improve your weld grinding processes with these tips for automating weld preparation and finishing.

Proof in the Process
See how the Norton Abrasive Process Solutions (APS) team can help you prove and automate your grindi...

Advanced Automation Answers Demands
Automation is transforming the manufacturing workplace. Learn how it can be used in your facility to...

Aluminum Metal Fabrication Drives Abrasive Developments
With the increased use of aluminum across industries, learn about working with the material and disc...

APS Program's Abrasive Automation Cell Optimizes Manufacturing
Designed to solve material removal and surface generation problems, the Norton Abrasive Process Solu...

Choosing the Right Abrasive Product for Welding and Metal Fabrication
Need help selecting the right abrasive product? Our tips and selection guide will ensure you're maki...

Tight Timelines
For pipeline welders, using the right abrasive products is critical when keeping to project deadline...

Supersize Me?
Supersize is a grinding aid used to prevent the metal being ground from getting hot during the grind...