
Przewodnik po rozwiązaniach do szlifowania i wykańczania kompozytów
Przemysł kompozytów to działalność globalna, reprezentowana na wielu różnych rynkach, takich jak transport, budownictwo, infrastruktura, sport i rekreacja. Wraz z rozwojem technologii produkcji kompozytów rośnie liczba zastosowań materiałów kompozytowych. |
|
Kto by do niedawna pomyślał, że będziemy wygodnie latać w komercyjnych odrzutowcach wykonanych w ponad 50% z kompozytów? Czy kiedykolwiek pomyślelibyśmy, że możemy jeździć samochodami zbudowanymi na podwoziu z włókna węglowego lub paneli GRP? Czy moglibyście sobie wyobrazić, że zobaczylibyśmy osoby po amputacji biegające szybciej niż ich osoby pełnosprawne dzięki kompozytowym protezom do biegania? Faktem jest, że w coraz większej liczbie zastosowań kompozyty są preferowane w stosunku do materiałów konwencjonalnych. Wynika to z ich nieodłącznych właściwości: wysokiej wytrzymałości, lekkości, trwałości, odporności na korozję i kosztów. Kolejną ogromną zaletą jest ich elastyczność projektowa. Kompozyty mogą być formowane w prawie każdą pożądaną formę i produkowane w bardzo wąskich tolerancjach, jeśli jest to wymagane. |
Co to jest materiał kompozytowy? |
|
Można by pomyśleć, że kompozyty to stosunkowo nowa grupa materiałów, ale w rzeczywistości technologia jest bardzo stara. Weźmy na przykład łuk, którego użycie sięga okresu neolitu. To był łuk jak żaden inny. Był duży (prawie tak wysoki jak użytkownik) i miał ogromne zalety w zakresie zasięgu i szybkości strzały. Ten wzrost wytrzymałości wynikał z jego konstrukcji – był to kompozyt złożony z dwóch sklejonych ze sobą różnych części tego samego cisa. Wewnętrzna część „twardzielowa” zapewniała odporność na ściskanie, a zewnętrzna „bielowa” zapewniała naprężenie. Połączenie tych właściwości uczyniło z niego potężną broń - główny powód tworzenia kompozytów. |
Materiał kompozytowy składa się z dwóch lub więcej różnych materiałów, które w połączeniu zapewniają większe korzyści lub właściwości niż same materiały. |
Najpopularniejsze materiały |
|
Najpopularniejsze materiały kompozytowe można podzielić na trzy różne grupy: kompozyty z osnową polimerową (PMC), kompozyty z osnową metalową (MMC) i kompozyty z osnową ceramiczną (CMC).
GRP wymaga rozległej obróbki ściernej, aby osiągnąć pożądane właściwości materiału i estetykę. Norton Abrasives oferuje kilka unikalnych rozwiązań wspomagających ten proces. |
Jak powstaje GRP? |
|
Istnieją 3 główne części do produkcji GRP:
• WZORZEC |
WZORZEC |
|
Podczas tworzenia od podstaw dowolnego elementu GRP, pierwszym wymaganym krokiem jest wykonanie wzoru. Znany również jako gniazdo lub matryca, jest dokładnym modelem gotowego produktu (komponentu). Wzór służy do uformowania narzędzia (lub formy), z którego możemy następnie rozpocząć produkcję elementu. Dobrze wykonany, wysokiej jakości wzór jest niezbędny do wykonania wysokiej jakości form. Dokładny wzór o doskonałym wykończeniu zaoszczędzi wiele godzin przeróbek w dalszej części procesu. Niektóre wzory są frezowane z pianki na frezarkach CNC, inne mogą być wykonane ręcznie z wielu różnych materiałów. Wzornictwo to tworzenie wersji gotowego produktu w celu wykonania oprzyrządowania formy. Wzór musi być cięty, kształtowany, szlifowany i wykańczany przy użyciu różnych produktów ściernych.
|
NARZĘDZIE |
|
Wszystkie produkty z włókna szklanego muszą być wytwarzane w formie. Narzędzia mogą być wykonane z różnych materiałów, w tym z płyty pilśniowej, drewna, aluminium lub ich kombinacji. Są wystarczająco dobre do pracy „jednorazowej” lub na zamówienie. Jednak gdy wymagany jest cykl produkcyjny tego samego komponentu, forma jest zwykle wykonana z włókna szklanego z samym twardym żelkotem. Do oprzyrządowania można wybrać kilka rodzajów żywic żelkotowych, z których każda ma inne właściwości. Kryteria wyboru odnoszą się zazwyczaj do ekonomii skali – Ile kosztuje narzędzie? Vs Ile komponentów jest potrzebnych do wyprodukowania? Po usunięciu narzędzia z wzoru, należy je przeszlifować i wypolerować na wysoki połysk przed nałożeniem środka antyadhezyjnego lub wosku. Etapy szlifowania i wykańczania dla każdego rodzaju żywicy żelkotowej będą się różnić ze względu na ich nieodłączne właściwości i wymagania. Niezbędne są prawidłowe etapy szlifowania i wykańczania narzędzia. Jeśli w narzędziu wystąpią jakiekolwiek wady, zostaną one przeniesione na każdy komponent wytwarzany przez to narzędzie, potencjalnie powodując wiele przeróbek komponentów. |
WYKOŃCZONY ELEMENT |
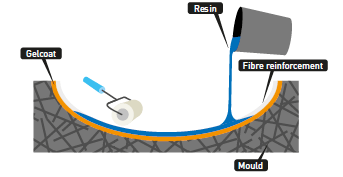
| These are hand lamination, vacuum infusion and prepreg. Kiedy mamy gotowe narzędzie, jesteśmy gotowi do wykonania niektórych elementów. Istnieją trzy główne typy procesów formowania kompozytów (znane jako układanie). Są to laminowanie ręczne, infuzja próżniowa i prepreg. |
| LAMINOWANIE RĘCZNE Laminowanie ręczne to najprostszy proces formowania kompozytów, na podstawie którego można uzyskać szeroki zakres rozmiarów części. Oprzyrządowanie jest tanie, a obróbka prosta. |
|
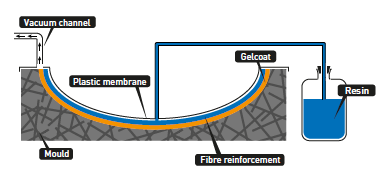
| INFUZJA PRÓŻNIOWA Infuzja próżniowa nadaje się do formowania bardzo dużych konstrukcji i wytwarza części o jednolitej wytrzymałości, pozostające jednocześnie lekkimi. |
|
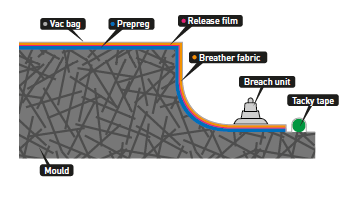
| PREPREG Prepreg to gotowy materiał, w którym wzmocnienie z włókien zostało podczas produkcji impregnowane matrycą termoutwardzalną. |
|
|
W tym artykule skupimy się na bardziej powszechnej i prostszej metodzie układania warstw. |
|
|
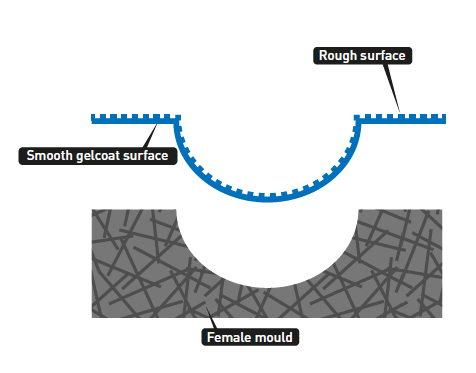
Żelkot jest również wstępnie barwiony; na przykład czerwona łódź jest zwykle czerwona, ponieważ producent użył czerwonego żelkotu. |
Szlifowania i wykańczanie żelkotu |
|
Kluczem do doskonałego wykończenia jest proces szlifowania. Wybór odpowiedniego początkowego rozmiaru ziarna i następujące po nim kroki mają kluczowe znaczenie dla usunięcia tylko wymaganej ilości materiału przy jednoczesnym zapewnieniu doskonałego wykończenia. Ten artykuł koncentruje się na 3 głównych rodzajach żelkotu – żywicy poliestrowej, winyloestrowej i epoksydowej. Każda z nich ma unikalne właściwości, zastosowania końcowe, koszty, a co za tym idzie różne wymagania dotyczące wykończenia.
|
|
Bardziej miękka Najpolularniejsza Najtańsza 
Twardsza Mniej popularna Droższa |
Produkty do szlifowania Norton |
|
|
Pasty polerskie Farecla |
Najlepsze w swojej klasie środki marki Farécla nie mają sobie równych. Używając ich w połączeniu z najwyższej jakości aplikatorami polerskimi, z pewnością uzyskasz pożądane wykończenie szybciej niż kiedykolwiek i bez hologramów. Kolejną wielką zaletą jest to, że ze względu na wyjątkową recepturę potrzebna jest tylko połowa średniej ilości pasty w porównaniu z innymi dostawcami, co skutkuje mniejszym zużyciem szpachli i czystszym miejscem pracy - mniej rozprysków pasty!!!! Poniżej możesz zobaczyć standardowy proces wykańczania jednej z najpopularniejszych żywic żelkotowych - poliestru. Dopóki forma jest w dobrym stanie i nie ma znaczących wad, możliwe jest uzyskanie wysokiej jakości wykończenia, jakie zwykle jest wymagane. Szybkie do uzyskania i daje doskonałe, powtarzalne rezultaty. |
|
|
| Warte zapamietania – Im lepszy wzorzec i forma, tym mniej pracy wymaga wykończenie komponentu. |
Pył |
|
Jednym z problemów związanych ze szlifowaniem materiału kompozytowego jest pył. Powszechnie wiadomo, że narażenie na pył w każdej sytuacji może być szkodliwe dla zdrowia, a szlifowanie kompozytów nie jest wyjątkiem. Norton zaleca stosowanie systemu odpylania wszędzie tam, gdzie jest to możliwe. Dobry system odsysania pyłu może obniżyć poziom pyłu do bezpiecznego, jeśli jest właściwie używany. Jak można odsysać pył przez krążek szlifierski? Właśnie dlatego oferujemy „krążki perforowane”, lub prościej – krążki z otworami. W połączeniu z wysokiej jakości systemem odsysania pyłu i dopasowaną podkładką podtrzymującą, otwory te skutecznie zasysają pył z obszaru szlifowania, pozostawiając mniej cząstek unoszących się w powietrzu. Do wyboru jest wiele różnych konfiguracji otworów, a decydując się na jedną, zdecydowanie obowiązuje zasada „im więcej, tym lepiej”. Norton rekomenduje krążek 15-otworowy jako najlepszy wybór. Istnieje mit, że krążki z otworami nie wytrzymują tak długo, ani nie szlifują tak szybko. Ma to niby sens, ponieważ więcej otworów oznacza w końcu mniej powierzchni ściernej. Ale to jest dalekie od prawdy. W połączeniu z wysokiej jakości systemem ssącym, otwory zasysają brud z powierzchni szlifowania, umożliwiając ścierniwu lepszy kontakt z powierzchnią i osiągnięcie wyższych współczynników usuwania materiału (MRR). Pył to także zabójca krążów. Jednym z głównych trybów awarii produktu do szlifowania w GRP jest to, co nazywamy „zabijaniem się”. Dzieje się tak, gdy cząsteczki kurzu ze szlifowanego podłoża przyklejają się do powierzchni ściernej i pokrywają warstwę ścierną. Zapobiega to wcinaniu się ostrych ziaren ściernych w podłoże i krążek przestaje wykonywać swoją pracę. Jeśli uda nam się usunąć pył z powierzchni szlifierskiej, żywotność krążka również wzrośnie, ponieważ mniej pyłu będzie przylegało do jego powierzchni, co pozwoli na dłuższe użytkowanie produktu. Nasze materiały A293 i A975 Pro Plus, których używamy do produkcji krążków i arkuszy, mają również inny atut w rękawie. Nasze produkty traktujemy specjalną powłoką zapobiegającą zabijaniu się o nazwie Norton No-Fil®. Ta specjalna formuła zapobiega zbieraniu się pyłu między ziarnami ściernymi i zapobiega dłuższemu obciążeniu krążka. |
Nasz przewodnik po kompozytach |
|
Norton uznaje kompozyty za kluczowy rynek przyszłości. Aby połączyć się z tą rozwijającą się branżą, opracowaliśmy nasz własny przewodnik po wykańczaniu kompozytów.
|
|
Najlepsze w swojej klasie systemy szlifowania Norton Abrasives łączą się z wiodącymi na świecie systemami wykończeniowymi Farécla, oferując zalecenia dotyczące produktów i wytyczne dotyczące procesu, aby dopasować potrzeby aplikacji do rzeczywistych rozwiązań dla wszystkich Twoich potrzeb w zakresie szlifowania i wykańczania materiałów kompozytowych.
|
