
By Robin Bright, Technology Manager, Norton | Saint-Gobain Abrasives
Originally appeared on ProductionMachining.com.
Proper grinding wheel selection is essential to ensure that the required part quality, production rate, and overall cost per part is achieved. Although the type of abrasive grain is often a primary driver of wheel selection, the bonding type can also play a key role in optimizing a grinding operation.
As technical demands on production continue to become more stringent in terms of tighter part tolerances and process flexibility requirements, grinding offers many unique benefits for both high-volume manufacturers and small job shops alike. The emergence of new, difficult-to-machine materials has also caused many companies to implement grinding processes over other material removal technologies. However, proper grinding wheel selection is essential to ensure the required part quality, production rate, and overall cost per part is achieved. Although the type of abrasive grain is often a primary driver of wheel selection, the bonding type can also play a key role in optimizing a grinding operation.
First, let’s look at the makeup of a typical grinding wheel (Figure 1, seen below).
Abrasive grains are generally considered to be the primary component and can be traditional oxide or other ceramic material, diamond, or cBN (cubic boron nitride).
A bonding medium holds the abrasive grains within the wheel structure and provides bulk strength.
Free space, or porosity, is intentionally included within the wheel to enhance coolant delivery and to provide chip accommodation during grinding.
Additionally, specific fillers are sometimes included, depending on the wheel’s end use and type of abrasive product. The amounts of each of these grinding wheel components can be adjusted as needed for a given application, and together make up a complex and functional composite intended to produce surfaces of interest.

Abrasive product bonds are generally classified as organic (resin, rubber, and so forth), vitrified (glass or glass-ceramic), or metal, with each type of bond offering its own unique benefits. Organic or resin bonds offer significantly more compliance (the opposite of stiffness) relative to the other types, and are able to withstand harsh grinding conditions such as vibration and large side forces. These features make organic bonds particularly suited for high stock removal rate rough grinding applications like steel conditioning or abrasive cutoff operations. They are also beneficial for precision grinding of ultra-hard materials such as diamond or hard ceramics. Vitrified bonds provide excellent dressability and free-cutting behavior when precision grinding ferrous materials such as hardened steel or nickel-based alloys. Vitrified bonds are specifically designed to provide extremely strong adhesion to cBN grain through chemical bonding, enabling G-ratio (volume ratio of stock removed to wheel wear) values of 10,000 or more. Metal bonds offer excellent wear resistance and form-holding ability. They can range from single-layer products (plated) to multi-layered wheels which can be made to be extremely strong and dense. Metal bond wheels can be too tough to effectively dress, and are often used on converted machining centers that do not have wheel dressing capability. However, newer brittle metal bond wheels such as Norton Winter Paradigm can be dressed in a similar manner as vitrified wheels and possess much the same beneficial free-cutting grinding behavior.
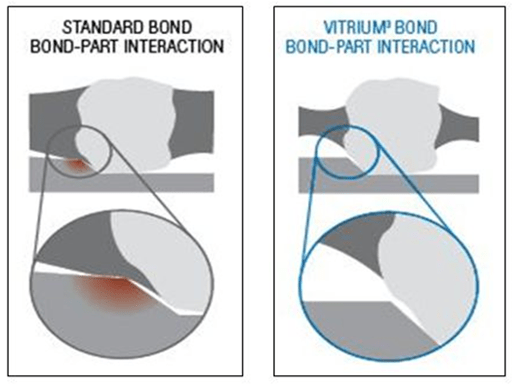
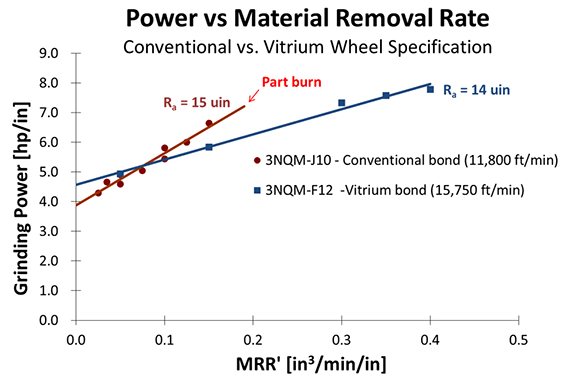
One example of a recent bond development for precision grinding wheels is Norton Vitrium bond. Designed to be stronger than conventional vitrified bonds, Vitrium bonded products are capable of higher operating speed ratings and have a lower overall bond content for a given degree of abrasive holding power. This reduces the amount of bond-on-part rubbing and, in turn, lowers the energy which goes into the part during grinding and, subsequently, the likelihood of burn. This concept is shown schematically in Figure 2. The lower bond content of Vitrium products, coupled with the increased speed rating capability, enables significantly higher material removal rates and reduced cycle times compared to standard bonded grinding wheels. Figure 3 shows a plot of power versus material removal rate generated during finish grinding of case-hardened 8620 steel at different feed rates. It can be seen that the effective material removal rate can be approximately doubled with the Vitrium grinding specification while maintaining part quality in terms of achieving the required surface roughness (Ra) value and avoiding part burn.
Despite the wide variety of bond materials used in grinding wheels, no one type of bond is considered the best. Instead, the best bond type is the one which offers the right benefits for a particular target application and which is optimized for the abrasive grain type to be used. Norton | Saint-Gobain Abrasives provides a full range of high-performance bond systems across its abrasive product portfolio, ensuring the right solution can be provided for even the most challenging grinding operation.
Related Articles

Beyond Price: A Technical Approach to Comparing Grinding Wheel Value
See how technical metrics such as G-Ratio, Q' (specific material removal rate), chip thickness, spec...

Setting Expectations
Hear how the Norton Abrasive Process Solutions (APS) program can help you automate your abrasives op...

Proof in the Process
See how the Norton Abrasive Process Solutions (APS) team can help you prove and automate your grindi...

Advanced Automation Answers Demands
Automation is transforming the manufacturing workplace. Learn how it can be used in your facility to...

Assess Your Grinding Process for Better Bottom-Line Results
Material removal rate (MRR) is a crucial parameter in evaluating the efficiency of the grinding proc...

Tips for Improved Surface Grinding
Create the most productive surface grinding process with these grinding wheel selection and paramete...

Aluminum Metal Fabrication Drives Abrasive Developments
With the increased use of aluminum across industries, learn about working with the material and disc...

APS Program's Abrasive Automation Cell Optimizes Manufacturing
Designed to solve material removal and surface generation problems, the Norton Abrasive Process Solu...

Choosing Diamond Tools
The market is filled with diamond tool options and not every tool is created equally. Four questions...