
Paslanmaz çelik üzerinde ayna gibi bir yüzey nasıl elde edilir?
Avuç içi taşlama makinası ile paslanmaz çelik üzerinde ayna gibi mükemmel bir yüzeye ulaşmak Norton ile mümkün...
Kullandığımız ürünler hakkında detaylı bilgi için:
Paslanmaz çelikte ayna gibi yüzeye sahip olmak, parlak, ışıltılı ve yansıtıcı özellikleri olan çok parlak bir yüzeye sahip olmaktır. Genellikle kamusal mimari alanlar, şeritler ve mobilyalar gibi estetik duruşa önem veren alanlarda bu yüzeyle karşılaşırsınız. Ayna gibi bir yüzey görsel olarak çekicidir. Buna ek olarak, mekanik polisaj işlemleri yüzeydeki çiziklerin de kademeli olarak giderir. Dolayısıyla, günlük kullanımda karşılaşılan kir ya da bakteri gibi kirletici maddeleri barındıran malzemedeki çukur ya da olukları azaltır. Etrafınızdaki nesnelere bir bakın - banyo bataryası ya da modern bir kahve sehpası ya da birkaç tencere göreceksiniz, ortak noktaları dikkatinizi çekti mi? Evet, hepsi ayna gibi bir yüzeye sahip.

Ayna gibi bir yüzeye sahip olmanın temel faydaları nelerdir?
Estetik açıdan göze hitap etmesi dışında, daha pürüzlü yüzey finisajlarına kıyasla daha az kirleticiye ev sahipliği yapıyor. Metal üzerindeki çizikleri ve kusurları kademeli olarak gidermek için mekanik uygulamalardaki tanecikli kumlarla çalışarak bu pürüzsüz yüzeye ulaşabilirsiniz. Daha teknik bir ifade kullanmak gerekirse, ayna gibi bir yüzeye sahip çelik 0.2 - Ra’dan daha düşük bir Ra ya da pütürlülük ortalaması okumasına sahip olacaktır. Pütürlülük ortalaması, mikroskobik tepeleri ve metal yüzeyindeki çukurları ölçülmesidir; tepe ve çukurların sayısının az ya da bunların küçük olması metal yüzeyinizin daha pürüzsüz ve daha yansıtıcı olması anlamına gelir.
Peki dezavantajları nedir?
Bunun her yüzey için uygun olmayacağını unutmayın - çok parlak olması, mükemmel ayna parlaklığının korunması sürekli olarak bakıma ihtiyacı olduğu anlamına gelir. Kamuya açık bir trabzan ayna gibi bir yüzeye sahip olsaydı, tamamının parmak iziyle kaplanması sadece birkaç dakika sürerdi. Yüksek yoğunluklu alanlarda ya da işlevin görüntünün önüne geçtiği zamanlarda, materyaliniz için parlaklığı daha düşük bir yüzeyden daha çok fayda sağlarsınız.
Adım adım bu yüzeye ulaşma kılavuzu
Paslanmaz çelik uygulamaları için MIG yerine TIG kaynak tercih edilmesi daha iyi bir seçenektir. MIG kaynaklar, kalın ve daha ağır iş uygulamaları için daha uygunken, TIG kaynakları daha ince metal parçaları için idealdir. TIG kaynakları aynı zamanda metal üzerinde daha az kirletici ya da kusur (cüruf gibi) bırakır; bu da istediğiniz yüzeyi elde etmeniz için kaynak işleminin ardından daha az tekrar iş yapılması gerektiği anlamına gelir.

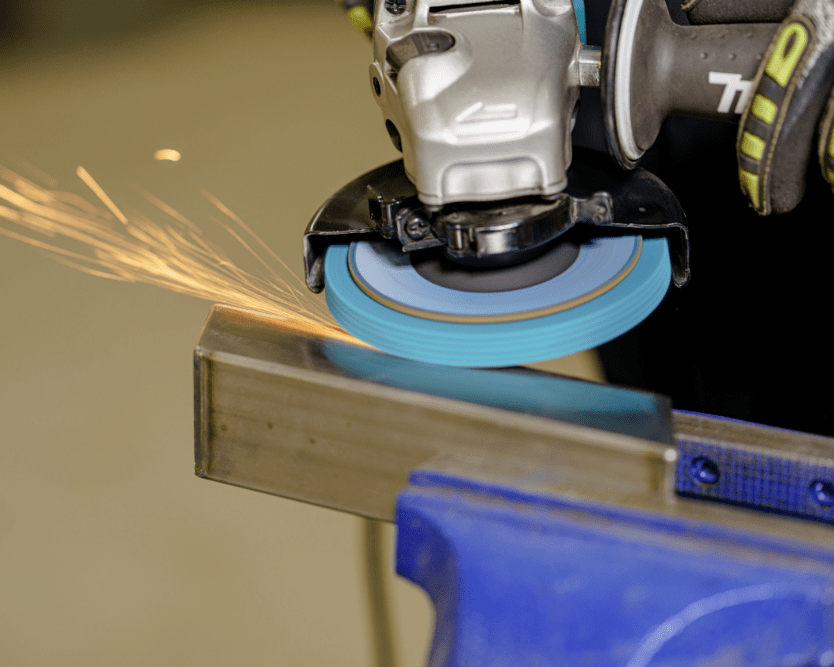
Adım 1: Temizleme
80 tanecikli Norton Quantum flap disk kullanarak parçanızdan TIG kaynağını kaldırın. Norton Quantum diskler, mavileşme ya da yanma riskini azaltmak için paslanmaz çelik üzerinde soğuk taşlamaya yardımcı olacak “supersize” katmana sahiptir.
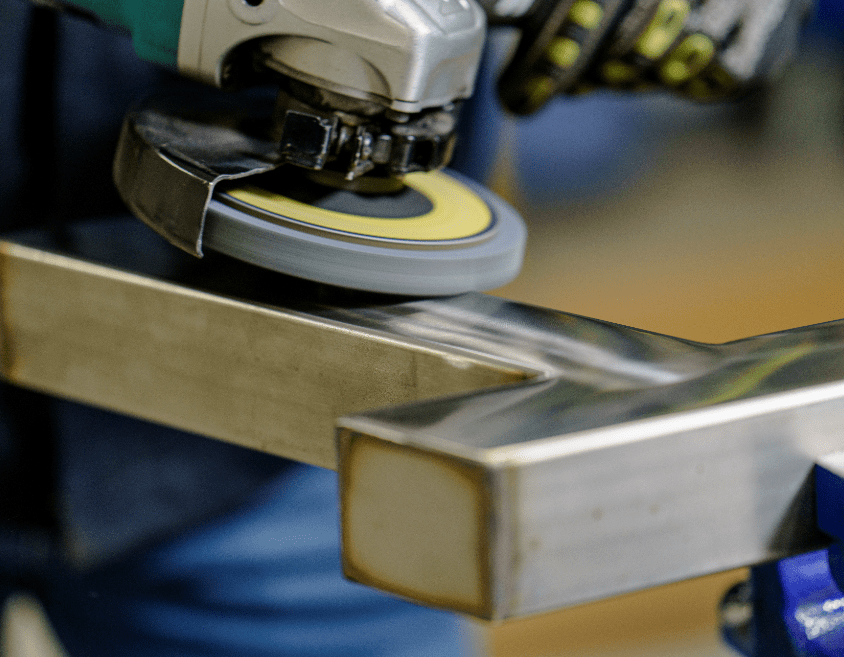
Adım 2: Çizikleri Giderme
Norton Vortex Rapid Blend disk kullanarak talaş kaldırılması aşaması sırasında oluşan çizikleri yok edin. Vortex Rapid Blend diskleri naylon fiberden yapılmıştır ve paslanmaz çelik parçanızda parlak bir yüzey elde etmeniz için gerekli tabanı yaratır. Hızı 5 – 6,000 RPM’ye düşürün ve istikrarlı mat saten bir yüzey elde etmek için 10-15 derecelik açıyla yavaş ve eşit darbeler vurun.
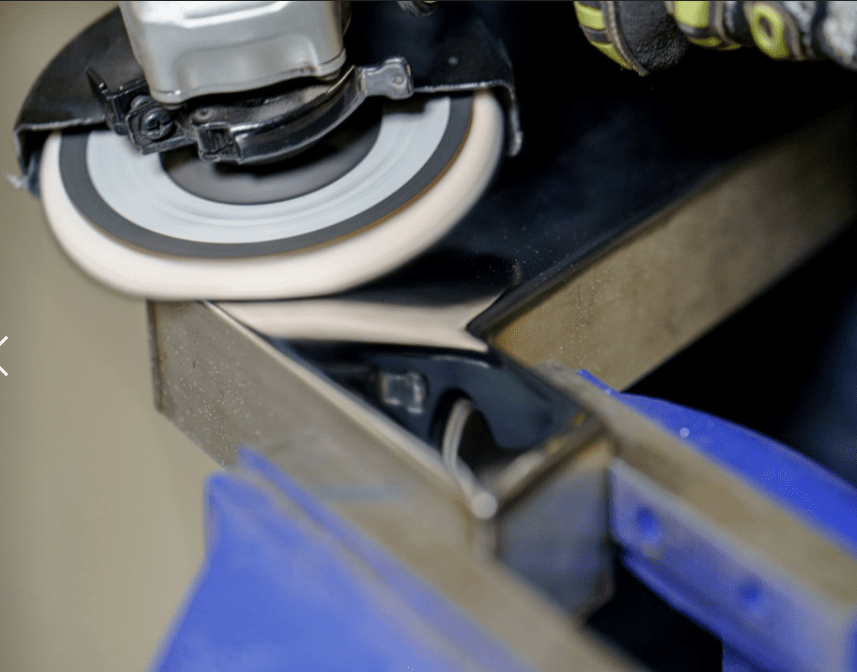
Adım 3: Rötuş
Saten yüzeyinizi düzeltmek ve taşlama hızını düşükte tutmak için 2SF Norton Rapid Blend NEX disk kullanın. İnce kumlu silikon karbür aşındırıcı ve 2SF kumlu naylon fiber (yumuşak ve yarı uygun) ya da 3SF kum (hafif set ve daha dayanıklı) daha ince/parlak bir yüzey sunar.
Bu sürecin sonunda pürüzsüz, parlak ve saten bir yüzey elde edersiniz- ayna gibi bir yüzeye sahip olmak için bu adımda kusurların giderilmesi için zaman harcanması polisaj aşamanızı daha hızlı ve verimli hale getirecek.
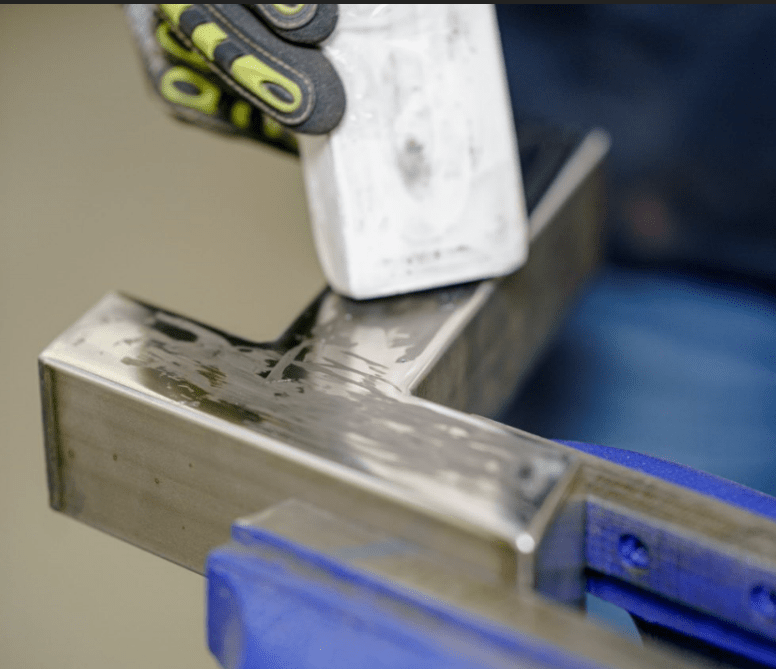
Adım 4: Polisaj
Çalışma parçanızı düzeltiniz, tüm çizik ve kusurlardan da kurtuldunuz; yani artık paslanmaz çelik çalışma parçanızı polisajlamaya hazırsınız. Yünlü keçe polisaj pedi kullanarak taşlamanızın hızını 2-3000 RPM’ye düşürün. Beyaz polisaj bileşeni kullanarak, makine çalışırken çubuğu diske sunarak keçe diskinize biraz bileşen uygulayın. Çalışma parçası önceki işlemlerden dolayı hâlâ sıcaksa, bir miktar bileşiği doğrudan yüzeyine uygulayabilirsiniz - ne kadar fazla o kadar iyi!
Şimdi, minimum basınç uygulayarak ve size yardımcı olması için sadece makinenin ağırlığını kullanarak, taşlamayı yüzeyinizin üzerinde yavaşça aşağı yukarı vuruşlarla geçirin. Bu süreç biraz zaman alır ve tekrar bileşen uygulamak ve yüzey finisajını kontrol etmek için belirli aralıklarla kontrol etmeniz gerekir - düzeltme aşamasında gözden kaçırdığınız bazı kusurlar şimdi görünür olabilir ve çok yüksek standartlı bir sonuç gerekliyse üçüncü aşamaya geri dönerek çalışma parçanızda yeniden işlem yapmanız gerekebilir.
Kullandığımız ürünler hakkında detaylı bilgi için:
Norton Quantum Flap Disc | Vortex Rapid Blend |

| 
|
Rapid Blend NEX | Rapid Polish |

| 
|
Dahası da var! Bir katalogtan daha çok eğitici ve yardımcı olan dökümanlarımızı inceleyebilirsiniz:


Benzer Makaleler

Paslanmaz Çelikle Çalışmak için Bilmeniz Gereken Her Şey
Paslanmaz çelik nedir? Hangi finisajlar gereklidir? İşte tüm sorunların cevabı bu yazıda!

Avuç içi taşlama makineleri için Norton Ürünleri
Norton performans çözümlerinin, avuç içi taşlama makinenizden en iyi şekilde yararlanmanıza nasıl ya...

Norton ile Barbekü Yapımı
Güneş batıyor, günler oldukça uzun, akşamları hava ılık! Yaz günlerinizi şenlendirecek bir proje ara...

Kaynak Dikişinin Kaldırılması, Temizlenmesi ve Finisajı Nasıl Yapılır?
Metal parçalarınızı birbirine lehimlediniz ve şimdi de yeni yapılmış parçanızın kusursuz bir son işl...

Global Paslanmaz Çelik (İnoks) Üretimi ve Aşındırıcılara Etkileri
Son on yıldır global paslanmaz çelik üretimi bir hayli arttı ve bunun da aşındırıcı endüstrisine olu...

Talaş kaldırma ile ilgili sıkça sorulan sorular
Paul ve Tamas'ı talaş kaldırma konusunda sıkça sorulan soruları yanıtlarken izleyin.

Taşlama ile ilgili sıkça sorulan sorular
Uygulama uzmanımız Derk'i taşlamayla ilgili gelen bazı soruları yanıtlarken izleyin!

Finisaj ile ilgili sıkça sorulan sorular
Uygulama uzmanlarımız Paul ve Tamas'ı finisajla ilgili gelen bazı soruları yanıtlarken izleyin!

Kesim ile ilgili sıkça sorulan sorular
Uygulama uzmanımız Derk'i kesmeyle ilgili gelen bazı soruları yanıtlarken izleyin!