
Was verstehen wir unter gebundenen Schleifkörpern?
Von Standard Aluminiumoxid-Scheiben bis zu hochwertigen keramischen Flachschleifscheiben - Norton bietet Hochleistungslösungen an, die bei allen industriellen Anwendungen den Schleifprozess optimieren können. Die weit gespannte Produktpalette entspricht allen Anforderungen beim Präzisions- und Grobschliff und beinhaltet alle geeigneten Schleifkörperspezifikationen für Schleifscheiben, Segmente, Schleifstifte, Abrichtsteine und Schärfsteine.
Die Technologie hinter gebundenen Schleifkörpern
Alle Schleifkörper bestehen aus Kornmaterial und Bindung. Je nach Zusammensetzung der Eigenschaften des Kornmaterials und des Bindungstyps ist es möglich, eine Vielzahl von Schleifkörpern mit entsprechenden Schleifeigenschaften herzustellen.
Schleifmittelarten
Keramisches Aluminiumoxid
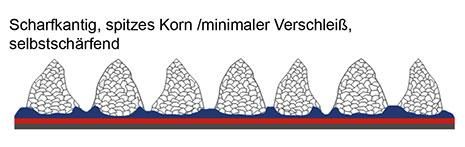
Norton-SG ist ein patentiertes keramisches Aluminiumoxid, welches härter und schärfer als konventionelles Schleifkorn ist. Dieses keramische Korn hat eine einzigartige mikrokristalline Struktur und wirkt deshalb beim Einsatz selbstschärfend. Dies führt zu einer Verringerung des Abrichtzyklus sowie zu einem kühleren Schliff.
Aluminiumoxid
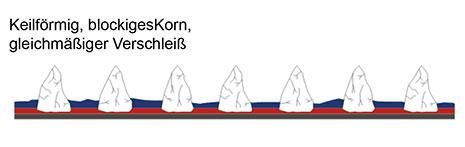
Allgemein wird dieses Schleifmittel für Werkstoffe von hoher Zugfestigkeit, wie rostfreiem Stahl und Werkzeugstahl, eingesetzt. Es kann jedoch auch für einige hochzugfeste Aluminium- und Bronzelegierungen verwendet werden und wird in verschiedenen Qualitäten hergestellt.
Siliziumkarbid
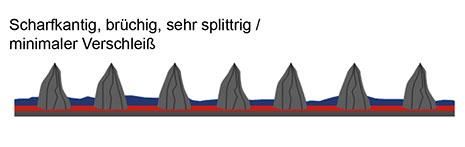
Dieses Schleifmittel ist härter als Aluminiumoxid und hat eine schärfere Kornform. Es wird für relativ weiche Werkstoffe wie Aluminium oder Gusseisen sowie für extrem harte Materialien wie Hartmetall empfohlen.
Zirkonkorund
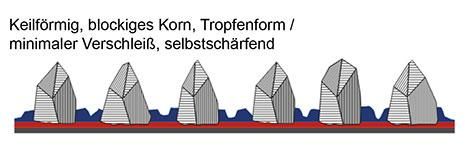
Zur Verwendung beim Vorschleifen mit hohen Zerspanmengen in Verbindung mit High-Tech Kunstharzbindungen.
Kornspezifikationen
| A | Dies ist eine harte Form des Normalkorunds. Die höhere Härte wird durch Zusatz von 3 % Titanoxid erreicht. Durch Brennen bei niedrigen Temperaturen erhält es eine braune Farbe. Beim Brennen mit hohen Temperaturen findet eine weitere Oxidation statt, wobei sich die Farbe dann von braun in graublau ändert. Durch seine höhere Härte wird es zum Schleifen von Stählen mit höherer Zugfestigkeit beim Freihandschleifen (Schleifbockscheiben) und für Abrichtsteine eingesetzt. |
| 19A | Eine Mischung aus Normalkorund mit Edelkorund. Scheiben mit dieser Mischung vereinigen die Eigenschaften von hoher Härte des Normalkorunds gepaart mit der Schärfe des Edelkorunds. Es wird zum Werkzeugschleifen und zum Schleifen von Hartchrom verwendet. |
| 38A | Edelkorund weiß ist mit 99,8 % das reinste Aluminiumoxid. Dieses Kornmaterial wird für eine Vielzahl von Standardscheiben zum Schleifen von harten und hitzeempfindlichen Stählen verwendet. Es wird traditonell bei hoch legierten Stählen, zum Werkzeugschleifen und für Rund- und Flachschleifoperationen verwendet. |
| 57A | Ein braunes Aluminiumoxid mit einer Reinheit von 98 %. 57A ist bestens geeignet für alle generellen Anwendungen zum Schleifen von harten und weichen Materialien sowie für große Rundschleifscheiben. Das keramisch ummantelte Korn U57A wird nur in Kunstharzbindungen verwendet, um eine bessere Verbindung von Korn und Kunstharz zu erzielen. |
| 86A | Rosa Korund enthält einen geringen Anteil an Chrom. Dieser Zusatz ergibt eine bessere Verschleißfestigkeit als 38A. Dieses Kornmaterial wird vornehmlich bei Schleifstiften verwendet. |
| SGB 3SG 5SG | Eine Mischung von Premium-Schleifmitteln, die eine mittlere, hohe oder sehr hohe Konzentration von Premium-Schleifmittel SG enthält. SG hat eine einzigartige mikrokristalline Struktur, die ein Selbstschärfen ermöglicht. |
| 2NQ 3NQ 4NQ 5NQ | Mischungen mit einer mittleren, hohen oder sehr hohen Konzentration des Premium Schleifmittels NQ. NQ besitzt verbesserte Selbstschärfungseigenschaften, die einen noch kühleren Schliff ermöglichen als SG. NQ-Mischungen sind besonders gut für Anwendungen mit geringem und mittlerem Druck geeignet. |
| 37C | Siliziumkarbid für Scheiben zum Schleifen von Grauguss und nicht metallischen Materialien wie z. B. Stein und Gummi. |
| 39C | Siliziumkarbid mit höchster Reinheit. Geeignet zum Schleifen von Hartmetall und Glas. |
Korngröße
Die Zahl, die die Korngröße in der Scheibenspezifikation kennzeichnet, entspricht der Anzahl von Maschen pro Zoll-Länge des letzten Siebs, das beim Aussieben der Körnung verwendet wird. Folgende Regeln finden Anwendung:
EINSATZ VON GROBEM KORN
- Für weiches, zugfestes und zähes Material wie weichen Stahl oder Aluminium
- Zur schnellen Zerspanung
- Wenn die Oberflächengüte unwichtig ist
- Bei großen Kontaktflächen.
EINSATZ VON FEINEM KORN
- Für hartes, sprödes Material wie gehärtetem Werkzeugstahl, Hartmetall und Glas
- Für feine Oberflächen
- Bei kleinen Kontaktflächen
- Zum Erreichen von kleinen Radien.
Härte der Scheibe
Die Härtebezeichnung gibt die relativen Haltekräfte der Bindung, die die Körner zusammenhält, an. Bei einer gegebenen Bindungsart bedeutet dies also, dass hierdurch die Menge der eingesetzten Bindung den Härtegrad der Scheibe bestimmt. Dies wird in der Spezifikation durch Buchstaben in alphabetischer Reihenfolge - weich bis hart - angegeben. Folgende Regeln finden Anwendung:
NIEDRIGER HÄRTEGRAD
- Für hartes Material wie gehärteter Werkzeugstahl und Hartmetall
- Bei großen Kontaktflächen
- Zur schnellen Zerspanung.
HOHER HÄRTEGRAD
- Für weiches Material
- Bei kleinen oder schmalen Kontaktflächen
- Für lange Standzeiten.
ALLGEMEINES HÄRTEGRADSPEKTRUM
Keramische Bindungen
Beim Präzisionsschleifen sind keramische Bindungen am gebräuchlichsten. Die Porosität und die Stabilität der Scheiben mit dieser Bindung ermöglichen eine hohe Standzeit sowie eine hohe Präzision des Schliffs. Sie werden durch Wasser, Säuren, Öle und normale Temperaturschwankungen nicht beeinflusst.
DIE ÜBLICHSTEN BINDUNGEN SIND: | |
|---|---|
| VS3 / VS3P | REVOLUTIONÄRE VITRIUM³ BINDUNGSTECHNOLOGIE Diese revolutionäre Bindungstechnologie zeigt besondere chemische Eigenschaften, die eine komplett neue Art von Kornhaftung aufweist. Daraus resultiert eine verbesserte Produktvielseitigkeit in einem breiten Spektrum von Präzisionsschleifanwendungen. |
| VS | VS ist eine sehr vielseitige Niedrigtemperatur-Bindung, die in nahezu allen Gebieten zum Einsatz kommt. |
| VX / VXP | VX und VXP Bindungen entsprechen der VS Bindung und werden nur bei Keramikkorn verwendet. |
| VQN / VQNP | Diese Bindungen hängen zusammen mit der Norton Quantum®-Technologie - eine vielseitige Technologie, die für niedrige, mittlere und hohe Kräfte verwendet werden kann. |
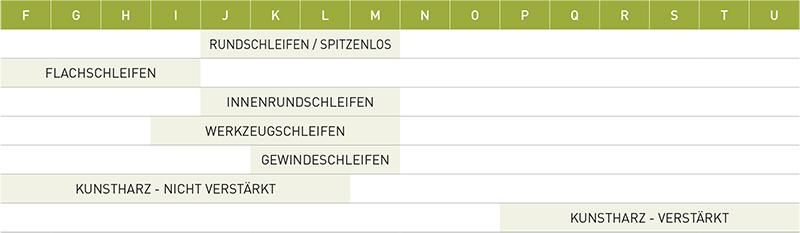
Kunstharzbindungen
Diese Bindungen werden für zwei Arten von Schleifscheiben verwendet: Erstens für Scheiben auf tragbaren oder feststehenden
Maschinen zur schnellen Zerspanung von Metall. Zweitens für Trennscheiben, mit und ohne Verstärkung, zum Einsatz auf
tragbaren oder feststehenden Maschinen.
SCHRUPPSCHEIBEN UND -TÖPFE: | |
|---|---|
| B & B3 | Gießerei-Scheiben: Vielzweckbindung, mit der bei den meisten Anwendungen gute Ergebnisse erzielt werden |
| B28 | Gießerei-Scheiben: Hochleistungsbindung für alle technischen Anwendungen – hohe Maschinenleistung erforderlich |
TRENNSCHEIBEN | |
|---|---|
| BFX | Die Foundry X-Bindungstechnologie ist zur Steigerung der Schnittrate und Standzeit bei Trennanwendungen auf einer breiten Palette von zähen Materialien entwickelt worden |
| BF1 | Spezielle Bindung für beste Schnittqualität beim Nass- und Trockentrennen |
| BF3 | Neue Bindungsgeneration mit hoher Standzeit beim Trockentrennen; vielseitig einsetzbar, ideal bei hoher Beanspruchung |
| B24 | Neue Generation von Bindungen für Trennscheiben aus Siliziumkarbid für beste Leistung und hervorragende Schnittqualität für Nichteisenmetalle beim Nasstrennen |
| B25 | Standard Mehrzweckbindung für hohe Standzeit und freien Schnitt bei einer Vielzahl von Materialien und Anwendungen. Kann im weicheren Bereich auch zum Nasstrennen verwendet werden |
| B26 | Neue Generation von Bindungen für Trennscheiben aus Aluminiumoxid für beste Leistung und hervorragende Schnittqualität für Eisen-Metalle beim Nasstrennen |
| B65 | Traditionelle Bindung mit guter Leistung und hoher Standzeit beim Trockentrennen |
Auswahl des richtigen Produktes
ES GIBT NEUN FAKTOREN, WELCHE DIE AUSWAHL BEI ALLEN SCHLEIFOPERATIONEN BESTIMMEN:
- Das zu schleifende Material -Typ und Härte
- Die Menge an Material, die zerspant wird
- Die Werkstückgeometrie und Oberflächengüte
- Die Schleifmaschine, Typ, Zustand und Antriebsleistung
- Die Scheibengeschwindigkeit und Zustellung
- Die Kontaktzone
- Das Kühlmittel - ob Nass- oder Trockenschliff
- Die Beanspruchung in der Schleifoperation
- Die Abrichtmethode
DAS ZU SCHLEIFENDE MATERIAL
Der Typ des Materials beeinflusst die Auswahl des Kornmateriales, die Korngröße und die Härte. Aluminiumoxid ist das gebräuchlichste Kornmaterial für Stahl. Je härter das Material, um so splittriger sollte das Korn sein.
Weiche und Nichteisenmetalle werden am besten mit Siliziumkarbid bearbeitet.
Die Härte des Materiales bestimmt die Eindringtiefe des Korns. Deshalb sollte bei hartem Material eine feinere, bei weichem Material eine mittlere oder grobe Korngröße gewählt werden.
Um die besten Ergebnisse zu erhalten, muss auch der Härtegrad angepasst werden, es gilt je härter das Material, umso weicher der Härtegrad und umgekehrt.
ZERSPANUNGSMENGE, AUFMAß UND OBERFLÄCHENGÜTE
Dies beeinflusst die Korngröße und den Bindungstyp.
Hohe Zerspanungsmengen, z. B. beim Verputzen, benötigen eine Korngröße von 12 bis 24.
Gute Oberflächen und geringe Toleranzen erfordern eine feine Korngröße.
Feine Oberflächen werden auch durch das Ausfeuern erzeugt, wobei keine Zustellung mehr erfolgt und dabei der Schleifdruck abgebaut ist.
Oberflächengüte
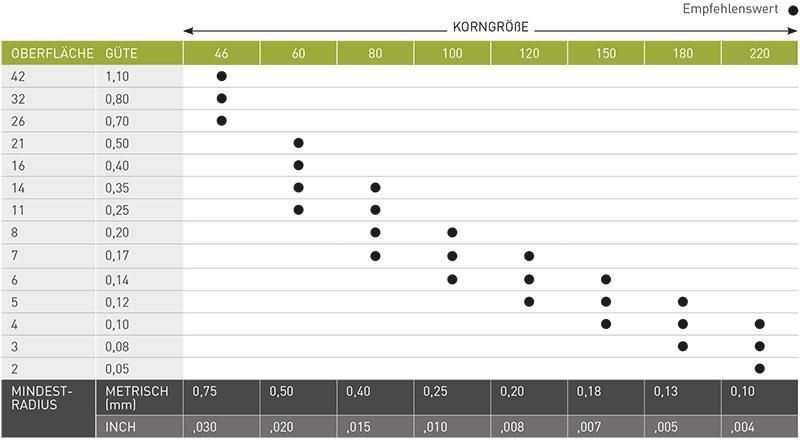
Die erzielbare Oberflächengüte bei jeder Schleifoperation hängt maßgeblich von der gewählten Korngröße ab. Die Tabelle enthält die möglichen Oberflächen und Mindestradien, die bei entsprechender Korngröße möglich sind.
Andere Faktoren können zusätzlich die Oberflächengüte beeinflussen:
- Produktionsoperationen mit hoher Zerspanleistung ergeben etwas gröbere Oberflächengüten als angegeben
- Bei Einstechschleifoperationen sollte eine Kornstufe feiner als angegeben gewählt werden
- Die Abrichttechnik und die Härte des Materiales können auch die Oberflächengüte beeinflussen
ERZIELUNG BESSERER OBERFLÄCHENGÜTE
Durch Änderung der Abrichttechnik ist es möglich feinere Oberflächen zu erzielen. Bei Reduzierung der Abrichtzustellung und/oder Reduzierung des Abrichtvorschubes und gleichermaßen Verringerung der Scheibenzustellung und des Scheibenquervorschubes ist es möglich, bessere Oberflächen zu erhalten. Da hier aber die Zerspanleistung reduziert wird, kann dies nur bei Werkzeugschleifoperationen und nicht bei Produktionsoperationen verwendet werden.
